Northwest Pump gained its 20th branch through the acquisition of Compressed Air Systems effective July 1st, 2024. This new Arlington, WA branch will provide further industrial equipment & equipment service support for the northwest and central Washington regions. This union will significantly enhance our product offerings and customer service, promising a more comprehensive and efficient experience for our valued customers.
About Compressed Air Systems
Ed & Kristin Graf founded Compressed Air Systems twenty-five years ago, offering sales, installation, and maintenance solutions for compressed air & vacuum pump equipment. The CAS team has provided their customers with industry-leading expertise and customer service. The most common feedback received is that their customers appreciate their prompt responses and professionalism. Over the past 25 years, CAS has met the air and gas needs of residential, industrial, and commercial customers. Their territory spans Snohomish, Skagit, and Whatcom counties into the Greater Seattle Metro Area, and the Greater Eastside Area.
Why Did We Acquire Compressed Air Systems?
Providing top-tier customer service is our highest priority for our Industrial and Industrial Service Divisions. Acquiring companies that share these values allows us to deepen our service capabilities in central Washington.
“Part of our strategy for bringing value to our customers is saturating the marketplace with a local Service presence to maximize responsiveness and reduce travel costs. CAS has provided elite service to compressed air and nitrogen customers in Western and Central WA for 25 years. By acquiring this great team, we can continue to deliver the best local service presence to the market both in the region and the other markets that we serve. This move also opens opportunities for their customers with our pump, sealing, and pump service products that we deliver throughout the Pacific NW.”
– Dave Mayfield, General Manager, Industrial Division
Is My Point of Contact Changing?
When looking for potential acquisitions, we prioritize looking for companies with a similar philosophy prioritizing customer service. Whether you have been a current customer of Northwest Pump or Compressed Air Systems, your point of contact will not change in the immediate future. Ed, Melody, Lee, Sam, and Derick have decided to continue working at Northwest Pump. We may eventually reassign customers to work with whichever branch is closest to ensure the fastest travel times. The only significant changes CAS customers should notice are the name on the sign and the breadth of products available to them.
Reach out to our Arlington staff for your compressor needs by emailing here or by calling the main office at 360-215-8228.
To schedule service out of the Arlington branch, or any other Northwest Pump Industrial branch, fill out our service request form using the button below.
In 2021, Veeder-Root announced the End of Sale for the TLS-350 series consoles in the United States, making December 31st the Last Time Buy Date. This marked a pivotal moment for distributors and customers relying on this trusted technology in the fueling industry.
When announcing the end of sale, Veeder-Root was committed to supporting spare parts for 5 years from the Last Time Buy Date or when parts can no longer be produced due to a lack of component inventory. While that commitment is still ongoing, this situation has not only raised concerns about supply continuity but also potential price escalations for TLS-350 spare parts.
The TLS-350 Automatic Tank Gauge (ATG) has long set the standard for exceptional quality in fuel management systems. Today, the TLS-450PLUS ATG builds on that solid legacy to set a new bar for reliability and convenience.
Challenges with TLS-350 Spare Parts
The shortage in available materials to produce parts for the TLS-350 has the negative effect of creating a secondary market for remanufactured parts from unapproved suppliers. The use of third-party manufactured, rebuilt, or remanufactured components to repair or modify Veeder-Root products voids UL/cUL and other certifications as well as any Veeder-Root warranty.
Why Upgrade to TLS-450PLUS?
Facing these realities, Veeder-Root strongly recommends that all TLS-350 console users explore the benefits of transitioning to the TLS-450PLUS. Here are some ways your fuel site can benefit from upgrading to the TLS-450PLUS:
Remote Connectivity: The TLS-450PLUS provides a wide range of connectivity options for easily accessing and managing critical data, ensuring you always know what is happening with your fueling assets.
Enhanced Security: Greater connectivity needs greater protection and the TLS-450PLUS provides the security needed for today’s connected world.
Lower Cost of Ownership: The TLS-450PLUS console provides an expanded, advanced feature set at a lower price point than the TLS-350 console with an extended warranty on most connected devices.
Expanded Capabilities: The TLS-450PLUS is your platform for the future, continually upgrading and adding incremental features and enhancements, and is expandable as your business grows.
Commitment to Quality and Innovation
Veeder-Root remains committed to delivering superior products that empower businesses to thrive in dynamic environments. This commitment drove the development of the TLS-450PLUS, tailored to meet evolving industry demands and customer expectations.
Partnering for Success
At Northwest Pump, we encourage all current TLS-350 users to explore how upgrading to the TLS-450PLUS can future-proof your operations. Take advantage of available financing options to ease the transition and maximize the benefits of this advanced technology.
We are dedicated to supporting your success with innovative solutions and unwavering support. Embrace the TLS-450PLUS today and ensure your business is primed for future opportunities and challenges.
Next Steps
Secure your future with the TLS-450PLUS by contacting your local Northwest Pump sales rep by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding your nearest branch here. Together, we navigate the transition with confidence and readiness.
We are thrilled to announce the opening of our newest branch that will feature petroleum parts in Bakersfield, California. The branch officially opened on Monday, June 3rd, and is being managed by our current California staff who recently relocated to the Bakersfield area to assist with the setup.
“The California Central Valley is home to two of our most successful Petroleum Divisions, and the population and development in the area continue to grow. Adding a third branch in Bakersfield enables us to further support our clients in this active southern region. Our branch staff is highly experienced, having migrated from our Los Angeles Divisions. Our sales team is led by industry experts Mike Short and David Schuler. We are enthusiastic about this expansion and the continued growth with our clients in the Bakersfield area,” said Scott Tracy, VP of Corporate Petroleum Sales.
The new branch features a large warehouse that gives us the flexibility to store and distribute a wide range of our top petroleum vendors that are in demand in the Bakersfield area. This branch now marks number 19 for Northwest Pump, and we have no plans to stop expanding any time soon.
“The Bakersfield branch has been designed based on the sales of our top Petroleum Salesperson, Mike Short, whose sales closely match those of our top 10 petroleum vendors and product offerings. Some vendors include Gilbarco, OPW Fueling Components, Franklin Fueling Systems, Veeder-Root, NOV Fiber Glass, Red Jacket, and many more,” said Mark Miller, Purchasing Manager.
The Bakersfield branch is open Monday to Friday from 7 am to 5 pm and is located at 1120 Carrier Parkway Ave. Bakersfield, CA. For inquiries about parts or to speak to a sales representative, please call 661-347-5123 or email sales@nwpump.com. Our staff is excited to provide better and more timely service in this new area.
To view all 19 locations check out our locations page on our website, and be sure to get all your petroleum parts in Bakersfield, California if you are close or traveling to the area!
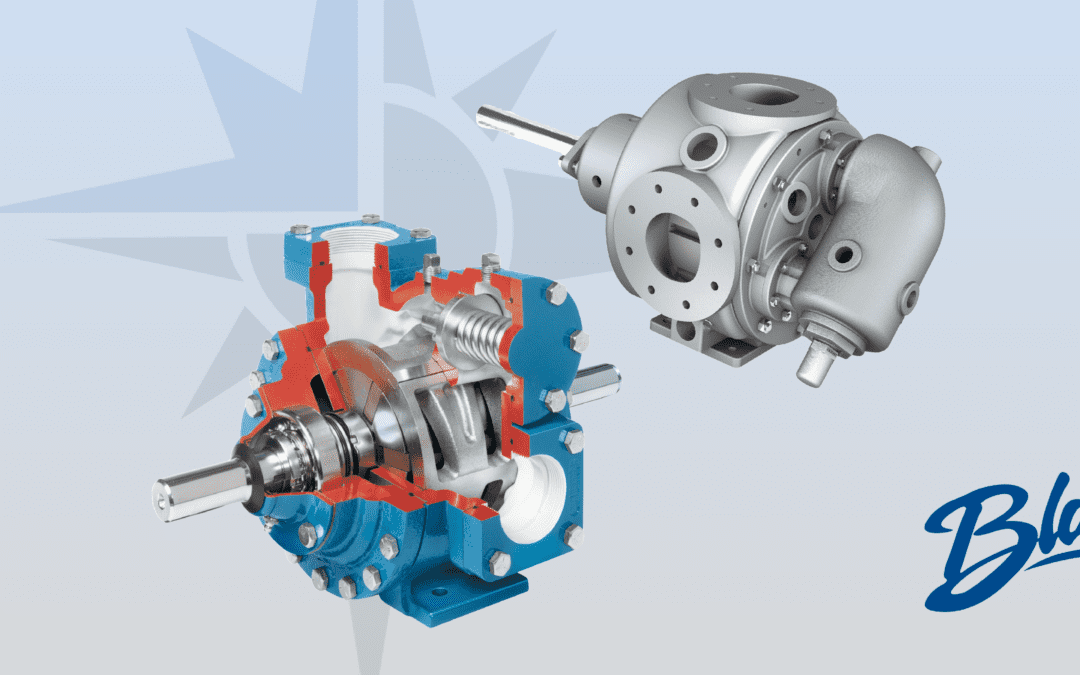
In many applications, choosing between sliding vane vs gear pumps is not as much of a clear-cut answer as compared to choosing between two other types of positive displacement pumps. Both overlap in the industries they serve and can often perform the same applications. While both will overlap in performance, here are five reasons a facility may choose a sliding vane pump over a gear pump.
1. Self-Compensating Rotors
The working principle behind gear pumps is that a pair of gears push the liquid from the suction port out and around toward the discharge port. Typically, as gear pumps age, the clearance between the gears and even the pump housing increases, leading to lost efficiency or ‘slippage’. Slippage will continue without any intervention until the pump cannot move fluid through the housing. This common problem led to the first Blackmer sliding vane pump back in 1899, which was engineered to improve upon the gear pump’s lifespan and efficiency.
Cutaway of Blackmer HXL8 Pump showing self-compensating rotors
Blackmer uses self-compensating vanes to counteract the wear that gear pumps face. To prevent slippage within sliding vane pumps, Blackmer uses several physical forces to guarantee that the vanes will always maintain positive contact with the pump housing. The first is the rotor’s centrifugal force as it throws the vanes outward towards the pump housing. The second is pressure as the cavities housing the vanes are filled with the liquid. Lastly, in several models, the vanes are attached to the rotor with a spring-loaded pushrod moving opposing pairs of vanes. As the vanes wear over time, these operating principles allow the vanes to self-adjust, preventing slippage and preserving efficiency over the life of the vanes. When noticeable slippage occurs, these vanes can be quickly and easily replaced.
2. Liquid Compatibility
While both vane and gear pumps can work with viscous fluids such as oil or petroleum, sliding vane pumps can also work with:
✅ Thin liquids
✅ Liquid and vapor mixtures
✅ Liquids with suspended solids
Blackmer pumps come in several types of metal to accommodate different chemical compatibility needs. Vanes within the pump come in metallic and non-metallic options to ensure the best compatibility with the application at hand. Blackmer also offers the SX sliding vane series for corrosive and shear-sensitive applications. Check here for a complete liquid compatibility guide for its sliding vane pump materials.
3. Dry-Run Capability
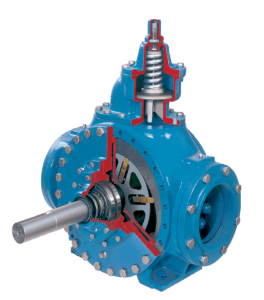
Close-up of a gear pump after running dry
The most significant difference between sliding vane vs gear pumps is the vane pump’s durability, even when not primed. A sliding vane pump can operate dry for several minutes without causing significant damage. Gear pumps have limited self-priming capacity but should never run dry. Without fluid inside the housing, the teeth of the gears will grind and destroy the internal mechanisms of the pump.
4. Coupling Styles & Floor Area Availability
Gear pumps require precise alignment between the shaft moving the gears and the motor. If misaligned, the rotor either pushes the gears into each other where they meet and accelerates wear-and-tear in the pump or pulls them apart, ruining the seal where the gears meet. This fact reduces gear pumps’ coupling styles to close-coupled or mag-driven.
Sliding vane pumps have more versatility in coupling style options. Besides close-coupling available with the GNX series, Blackmer vane pumps can be mag-driven, flex-driven, or belt-driven, as seen in the photo above.
5. Maintenance-in-Mind Design
While both pump styles need regular maintenance, Blackmer engineers its sliding vane pump interiors for easy accessibility for maintenance staff, even while the pump is still on-site. Another feature from Blackmer is the cavitation suppression liner. This component surrounds the rotor and vanes of the pump and breaks apart bubbles into smaller sizes, reducing the risks associated with cavitation.
Gear pumps have a complicated assembly process that requires careful handling during disassembly and reassembly. For example, some gear pump manufacturers design their gear pumps to have the mechanical seal behind the shaft of the pump. As a result, maintenance personnel need to disassemble the pump further for seal installations, removals, and repairs compared to other pump manufacturers. Moreover, this restricts their customers to using only proprietary mechanical seals specifically designed to fit in the space.
When to choose a gear pump?
Although sliding vane pumps have certain advantages over gear pumps, there are situations where gear pumps may be a better choice. For example, the benefits of sliding vane pumps may not apply to every application. For instance, if the pump will always have fluid in the wetted housing, having a self-priming pump becomes unnecessary.
Gear pumps will perform better with high-viscosity fluids due to the lower speeds at which they operate. Furthermore, gear pumps typically have fewer moving components, making identifying problems during service inspections easier.
Blackmer offers gear pumps alongside its industry-renowned sliding vane pumps in its robust portfolio. Blackmer Gear pumps offer 95% interchangeability with competitor pumps all while keeping patented design features unique only to Blackmer Gear. Lastly, Blackmer backs its gear pumps with an unmatched 5-year warranty for its gear pumps.
Next Steps
When deciding between sliding vane vs gear pumps the details make a difference. Your Northwest Pump pump experts can help you determine the best pump style for your needs. Reach out to them using the contact button below. For service needs on your pumps, use the request service button.
Aquafighter® is an active tank treatment that removes emulsified water from diesel and biodiesel blended fuel, along with any free water present. Your fuel and tank will be protected from excess water generated over time.
Where and How Water Gets Into Your Tanks
Free and entrained water is generated in your tank through air condensation, fuel supply, ineffective filtration, leaks, accidents, and improper system design. Additionally, when water is allowed to accumulate in your tank it provides the conditions for Microbial Contamination (“diesel bug”) to grow, leading to significant problems including blocked filters, pump damage, engine failures, tank corrosion, and poor fuel efficiency.
Water will likely be present in all diesel fuel systems, including storage and operation. It may exist as free water, visible as a separate layer below the fuel, or as a hazy layer between the water and fuel layers. The layer consists of microscopic droplets of water suspended in the fuel.
Water in Fuel Leads to Microbial Contamination – What Issues Does This Contamination Cause?
Did you know microbiological contamination often creates operational issues that can disrupt the use of an asset? Here are some examples:
Microbial matter builds up in a tank until it renders the tank unusable, requiring cleaning.
Contamination blocks the filters of the generator engine, preventing it from firing up.
A fuel quantity indicator functions incorrectly because of a microbial biofilm coating the probes that read the fuel levels.
How Does Aquafighter work in the fuel tank?
Aquafighter is effective in reducing and removing water inside the fuel tank. This is accomplished through three indispensable actions:
Demulsifies waterby physicochemical adsorption of water molecules to less than 65ppm total fuel water content with maximum efficiency.
Attracts & Captures water immediately upon release from the fuel molecules.
Isolates water in its protective gel to permanently segregate it from the fuel and tank environment so your fuel and tank are protected.
The Benefits:
Prevents diesel bugs from forming.
Works directly in the tank (no fuel removal needed).
Eliminates the need for most additives and minimizes the use of biocides.
Reduces filter replacement by around 60%.
Reduces the need for tank cleaning.
Protects tanks from corrosion.
Exceeds EN590 standards – 100% efficient at reducing water to <75 ppm.
Next Steps:
Ready to explore your Aquafighter options? The future of clean, safe, and sustainable water-free tanks is here. Contact our team to learn more by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding the nearest location to you here.
Attention all underground storage tank (UST) owners and operators in California! The State of California Senate Bill #445 requires owners and operators to permanently close or replace your underground tank containing hazardous substances not in compliance with new requirements by December 31, 2025.
This mandate, outlined in the California Health and Safety Code, chapter 6.7, section 25292.05, applies to all single-walled tanks and non-exempt single-walled piping.
This new law affects all single-walled tanks as well as those not designed and constructed by alternative fuels:
Close the tank in place after being authorized by the board.
Remove the tank from its site completely.
Remove and replace the tank.
Loans and grants are available through the RUST program. RUST stands for Replacing, Removing, or Upgrading Underground Storage Tanks. This program is a system of grants and loans to help small business owners and operators come into compliance with regulatory requirements for underground storage tanks (USTs). Compliance is achieved through removing, replacing, or upgrading USTs.
The RUST program is a great way for small businesses to protect their business and improve their bottom line. By removing or upgrading their USTs, businesses can reduce the risk of environmental liability and save money on maintenance and repairs.
What Costs are Eligible for a RUST Grant or Loan?
Eligible costs for grants include:
Costs for removing and replacing single-walled USTs and/or piping with doubled-walled USTs and/or piping.
Costs for upgrades to USTs including installation of containment sumps, under-dispenser containment boxes/pans, and electronic monitoring systems.
Costs for conducting enhanced leak detection tests.
In addition to what the grants cover, eligible costs for loans cover:
Costs for corrective actions necessary to meet applicable local, state, or federal standards include, but are not limited to, any design, construction, monitoring, operation, or maintenance requirements adopted under the California Health and Safety Code.
Single-walled USTs have one wall between the petroleum fuel and the underground soil.
Double-walled USTs have two walls between the fuel and the underground soil. The second wall provides extra containment that helps to prevent leaks from reaching the soil. It is a tank in a tank (piping in piping) system.
Who is Eligible for a RUST Grant and Loan?
RUST Grant: Independently owned and operated small businesses with petroleum USTs and fewer than 20 full-time and part-time employees are eligible for a RUST grant.
RUST Loan:Independently owned and operated small businesses with petroleum USTs and fewer than 500 employees are eligible for a RUST loan. As with a grant, the principal office and business officers must be domiciled in California, and businesses dominant in their field of operation are excluded. All USTs owned and operated by the applicant comply with State UST regulations.
What Are The RUST Funding Amounts?
If you are eligible for RUST funding, you cannot begin work until you have a grant or loan executed by the State Water Board. The RUST program grants are available for between $3,000 and $70,000 per grant. A small business may receive multiple RUST grants, but the maximum lifetime limit in grant money for each small business is $70,000.
Next Steps:
Are you considering replacing, removing, or upgrading your underground tank? Please reach out to our tank experts today by emailing sales@nwpump.com, calling 1-800-542-PUMP, or finding the nearest location to you here.
Loading materials in and out of facilities is both vitally important to production and at risk of sudden, expensive accidents that threaten to stop production altogether. Bulk loading keeps facilities functioning whether a facility is moving petroleum for fueling or raw materials like dairy for food manufacturing. Safety & efficiency are vital to maintaining everyday operations. Northwest Pump is a provider of premier bulk loading solutions to maintain the highest levels of safety and efficiency for our customers’ needs.
Industries We Support
Bulk loading equipment comes in a variety of styles, materials, and designs for optimal performance depending on the application. Northwest Pump works with OPW to provide bulk loading equipment for chemical applications, industrial manufacturing, food & beverage manufacturing, pulp & paper manufacturing, rail & truck transportation, and fleet fueling.
Bulk Loading Equipment
Pumps & Air Compressors
Pumps are essential for bulk-loading applications, whether for liquids, gasses, or even solids. Northwest Pump offers a wide range of products to meet all your bulk loading needs, such as air compressors, fueling pumps, corrosive duty pumps, sanitary pumps, and more.
Blackmer’s vane pumps are the undisputed champion of fuel transfer. Offering unbeatable reliability and top-of-the-line performance, Blackmer is the clear choice for any fuel transfer job. The sliding vane technology behind Blackmer’s vane pumps ensures continued, consistent performance for each pump’s lifetime, even after the vanes wear out and need replacement. The SGL series Sliding Vane pumps from Blackmer use ductile iron for their construction to add another layer of protection for the pump to extend its lifespan working with corrosive materials. Another reason to use Blackmer for liquid transfer is its line-stripping capabilities. Even working with petroleum, Blackmer’s vane pumps can adjust the suction power to extract the remnants of fluids within the piping and the tank, improving your output without substantial changes to your pump system.
Finding the right chemical duty pump can be challenging to balance the chemical compatibility of the materials and the pump’s lifespan. Almatec provides cutting-edge chemical transfer with its PTFE-carved AODD pumps. No metal in the wetted housing means that this pump withstands the harsher chemicals it encounters and makes it a quintessential choice for industries like Semiconductor manufacturing.
For solid material transport, air compressors replace pumps in loading systems. Compressed air provides the force to move materials like flour, sand, or bitumen on and off trucks or trains. For stationary applications, Sullair provides state-of-the-art rotary or centrifugal compressor options to move solid materials where they need to be.
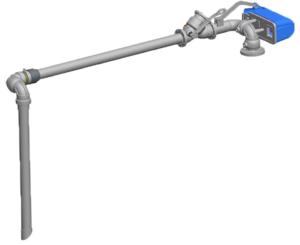
Loading Arms
OPW offers custom-built loading arms to match your exact needs. Our team works with you to determine the specifics of your application, the size and style of the arm, and the deadline your facility needs to meet your delivery and quality expectations.
These loading arms are versatile, and are either top or bottom-loading, depending on the material being transported. They come with different support options such as fixed, gas-strut, and fully supported with jack-knife storage options. The piping size varies from a two-inch diameter to a four-inch diameter for top-loading styles. For bottom-loading styles, the range goes from a two-inch diameter to a six-inch diameter. OPW offers loading arms in three materials – carbon steel, stainless steel, and aluminum – to suit different industrial needs.
Hoses, Couplings, Swivels, and other Accessory Equipment
To complete your brand-new bulk loading system from OPW, they also offer the accessories connecting the pumps to the loading arms including hoses, coupling, swivels, and even hose sleeves from start to finish. These products have API certification for quality assurance and give you peace of mind. To prevent product loss in case of accidents, OPW provides breakaway couplers and smart hoses in addition to the standard options. OPW’s couplers, such as the Lynx API Series Bottom-Loading coupler, come with a simple one-pin-style opening mechanism to simplify repairs when they are needed.
Safety Equipment
Loading sites are RIFE with opportunities for workplace injuries. Northwest Pump has partnered with SafeRack to provide OSHA-compliant safety equipment solutions including gangways, fall prevention systems, ladders, and more to protect our customers and their workers from these risks.
Gangways
SafeRack offers three main gangway styles: flat ramp, flat ramp telescopic, and self-adjusting stair. Telescopic gangways extend beyond the standard flat ramp-style gangways for flexible access with additional protection. SafeRack uses aluminum, stainless steel, or galvanized steel to build the gangways, with rubber bumpers and stainless steel quality bearing rods to ensure the integrity of the designs. Depending on the application, the gangway can be as thin as two feet wide up to six feet. Optional mounting universal angling clips are also available for these gangways.
For additional security when using these gangways, SafeRack offers the Retractalok. The Retractralok is a plug-and-play solution that eliminates the springs and their associated failures while lifting and lowering gangways to their desired height. It offers an automatic lock to prevent manual overriding when the gangway is in use. Retractaloks have three power options to best suit a variety of facilities, air-powered, solar-powered, and standard electrical plugin.
Fall Protection/Arrest Systems
Whether looking to prevent a fall entirely or arrest it prematurely, SafeRack offers complete systems to protect your workers where the risk is greatest. From harnesses to complete articulating safety platforms, SafeRack offers fall prevention and fall arrest solutions.
Mobile Access Units
The Mobile Access Unit – Industrial Model, or MAUI, is a mobile access platform designed for dependability, flexibility, and safety. MAUI offers a telescoping ladder to access the different heights and needs required. This comes in handy especially when working with both trucks and rail applications. MAUI comes with solid rubber tires, preventing ill-time flat tires, and even an ATV option for rough, unsteady terrain.
Next Steps
Looking for solutions for your next bulk loading system? Northwest Pump has the tools for the job. Reach out to begin designing your custom system with our team of experts using the Contact Us button below. For service needs on your current pumps & air compressor equipment, request service using the button on the right.
In the ever-evolving landscape of small businesses, staying ahead of the curve is crucial for success. Introducing JUXTA Nomad, an unstaffed, portable turnkey retail solution. Nomad takes you beyond brick-and-mortar with the highest profit per square foot retail format in the world. Nomad is not just a retail solution; it’s a game-changer for businesses looking to expand without the traditional barriers.
With minimal time commitment, a cost-effective model, flexible location selection, and impressive profit margins, Nomad is redefining the rules of retail expansion. Embrace the future of retail with Nomad and watch your business soar to new heights.
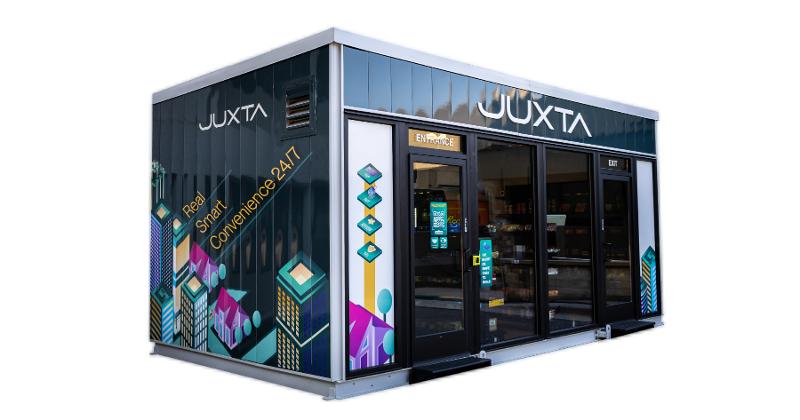
Nomad offers an incredibly low operating expense profile with no full-time staff required courtesy of its AI-powered sensor fusion design. With it delivers exceptional topline revenue per square foot with an optimized targeted retail offering of roughly 500 SKUs. Created with portability at its core, you can operate anywhere your consumers are without a multi-decade commitment to one location.
One of the unique features of Nomad is the flexibility it provides in location selection. Unlike traditional retail models, Nomad turns location decisions from permanent choices into flexible, short or mid-term investments. This agility enables businesses to adapt to changing demand or capitalize on better opportunities, allowing them to pick up their store and chase demand wherever it may lead.
Potential locations include hospitals, EV charging stations, festivals, campsites, tourist attractions, and college campuses. The internal layout of the JUXTA Nomads is limited solely to retailing typical convenience store items, but the format can stock whatever the retailer wishes.
Nomad boasts the lowest operating expenses of any retail store format. By carefully selecting the top 500 products, businesses can optimize their inventory and streamline operations, turning the typical 2-4% operating margin into an impressive 10%. Some retailers may even see operating margins as high as 20%, unlocking unprecedented profitability in the retail sector.
How It Works:
Tap– Your consumers access Nomad with standard payment methods. With no need to download an app or be a member, shoppers simply use the credit, debit, or mobile wallet already in their pocket.
Shop – Consumers feel right at home because shopping works just like a traditional retail store. While they take anything they want, their AI computer vision system and advanced shelf sensors track shopping behavior and add items to their basket in real time. The information is combined in the cloud to create a digital basket for each customer. JUXTA’s AI-driven technology will collate their purchases if a family or group of shoppers enter the store.
Review– To provide assurance and comfort in an unstaffed environment, consumers have the option to validate their purchase in real-time on a proximity-based checkout screen and request a digital receipt. Receipts are delivered in less than a minute of leaving the store.
Leave– Consumers in a hurry, can simply leave whenever they’re ready, and they’ll be charged for what they’ve taken.
Next Steps:
Curious about the potential impact on your business? Take the next steps with JUXTA and start your low-risk growth journey by contacting our experts at Northwest Pump by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding the nearest locationhere.
One common pain point for manufacturing plants is repeated pump failure in and around washdown applications. Facilities risk losing tens of thousands of dollars when using equipment not meant for washdown. Whether preventing a failure before it happens or troubleshooting existing washdown equipment, our team of pump experts, engineers, and service technicians can help with washdown needs in your facility.
What kind of facilities need washdown equipment?
Washdown processes are not necessary for every industry. The three industries that typically require washdowns are food & beverage, marine, and those working with heavy-duty chemicals. Without these features, corrosive chemicals or bacteria can damage washdown equipment. This is especially true for marine applications with seawater and bacteria ever-present.
What kinds of pumps are best for washdown applications?
Because of the specific industry-specific needs for washdown applications, pumps designated for washdowns need stainless steel for the wetted housing or use a sanitary-grade industrial coating. Both prevent untimely wear and tear on the pump itself.
The two most common styles of pumps for washdown applications are centrifugal and air-operated double-diaphragm (AODD). Centrifugal pumps are some of the most common on the market because of their pressure-boosting capabilities and the tendency towards higher flow applications. AODD pumps, on the other hand, have a significant advantage in washdown applications: the motorless design prevents the leading cause of pump failure during washdowns.
What is a motor washdown rating & how important is it?
The biggest concern when working in washdown applications is not the style of a pump but the motor. Washdown-rated motors protect the fragile electrical components against the large volumes of water required for these types of applications. A standard motor is prone to rust or water leakage into the electrical components that enable the pump to run, making it unsuitable for washdowns. Additionally, long-coupled pumps will require a washdown-rated coupling guard to protect the coupling element from water damage.
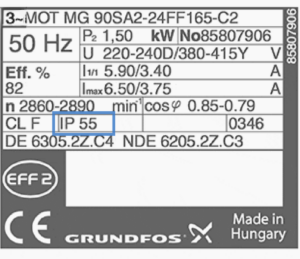
The International Electrotechnical Commission (IEC) designed an Ingress Protection, or IP, rating system to specify how a motor’s enclosure protects from outside contaminants. Manufacturers display the IP ratings on the motor tag and in the motor’s manual. This rating uses two numbers, each representing how it blocks solids or liquids. The first digit will be a number from 0-6, and this scale represents how this enclosure will prevent solid objects from reaching the internal mechanisms. The second digit scales 0-9 to indicate how the enclosure prevents liquids from interacting with the electrical components. Motors with no protection against dust or water would have an IP00 rating. Conversely, a motor with an IP69 rating indicates protection from dust and water resistance even while submerged in shallow water. Typical washdown applications have IP ratings ranging from 55-69, depending on the spray pressure.
Do I need another pump to boost pressure for washdown?
While having pressure booster pumps or pump skids in addition to the washdown pumps is not uncommon, not all washdown applications require increased pressure. Facilities with multiple washdown systems in place or far away from their local water utility distribution system will likely benefit from installing a booster system in addition to their existing washdown equipment.
Our Washdown Equipment Vendors
Pump Vendors
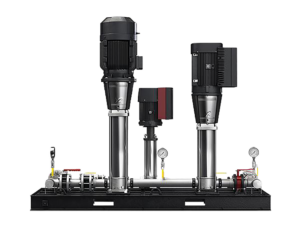
Grundfos
While pumps are not the pain point in washdown needs, Grundfos sets itself apart for washdown equipment with the Hydro HP pump system. The Hydro HP is not one single pump, but a complete assembly of in-house manufactured CR/CRN pumps, washdown-rated motors with an equivalent IP 66 rating, and automation & real-time monitoring accessories applied to a baseplate ready to connect to your existing pump system.
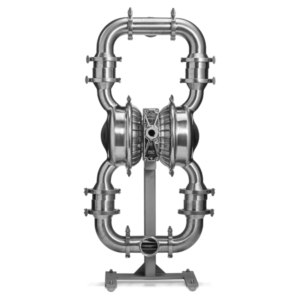
Wilden
These industry-renowned AODD pumps take the hassle out of maintenance. Since AODD pumps do not require a motor, they stand out as an option for washdown applications. Wilden builds its AODD pumps with as few parts as possible to simplify assembly & disassembly of the pump. The Saniflo series from Wilden features stainless steel construction to prevent bacterial growth during periods of non-use, maintaining the washdown-standard design.
Motor Vendors
WEG
WEG offers washdown-rated motors with IP56 or IP69 ratings to fit your needs. This vendor manufactures durable equipment with a patented three-stage sealing system to ensure a watertight fit. To validate this claim, WEG offers a substantial motor warranty with protection for up to twelve months from the installation date or twenty-four months from the assembly date listed on the motor tag.
Baldor
Baldor offers motors with IP ratings up to IP69, including a specific Food-Grade motor to keep with sanitation standards set by the FDA. These motors also offer a ‘footless’ CIP-in-mind design to reduce the surface area for cleaning.
Custom-Built Washdown Pump Skids
Northwest Pump
For those looking for precision control for their washdown needs, Northwest Pump offers custom fabrication services through our Industrial Service Division to create the washdown pump skid you need. Whether you supply the plans or let our engineers lend a hand, our service technicians work with you to build to your specifications.
Next Steps
Are you in search of the perfect washdown solutions for your facility? Look no further! We can provide the most suitable washdown solutions to meet or even exceed your requirements. Trust us to deliver a top-notch solution that leaves your facility sparkling. Contact us below to get started.
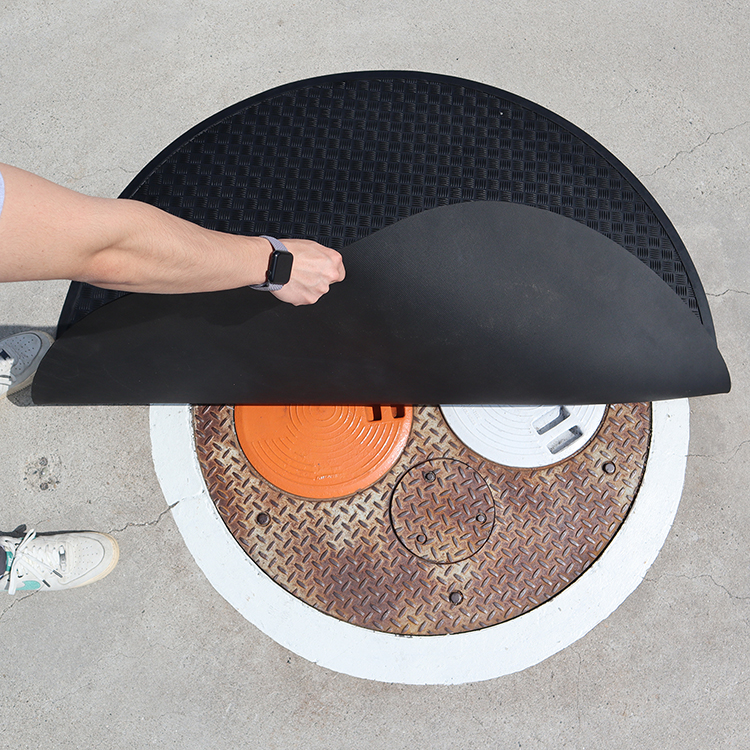
Gas station floor protector mats have become essential in maintaining the longevity and safety of gas station flooring. These mats have been designed to meet various needs, with a focus on gas station environments. At gas stations, sites are prone to spills of fuel, oil, and other chemicals. Each circular mat has been specifically designed to resist these substances, offering effective protection for the underlying flooring. This not only preserves the aesthetic appeal of the station but also prevents long-term damage.
Covering a sump with durable gas station mats will prevent rainwater and other potential contaminants from leaking inside, as well as protect the grate from physical damage. These mats are made from all-weather SBR rubber and reclaimed rubber, which means they can be left outdoors and provide outstanding protection, rain or shine.
Gas Station Mat
This gas station mat is crafted to provide superior floor protection at gas stations. Its durable rubber construction is designed to withstand heavy foot traffic, vehicle loads, and harsh weather conditions. The mat’s anti-slip properties ensure safety for both staff and customers, making it an ideal choice for gas station settings.
Specifications:
Product: 07-101-GAS-9
Size: 4ft. in Diameter
Thickness: 9mm
Weight: 26 lbs.
Materials: SBR and Reclaimed Rubber
Color: Black
Diamond Grip Gas Station Mat
For those seeking enhanced traction and a distinctive design, the Diamond Grip Gas Station Mat is just that. This unique diamond pattern not only adds a visual appeal but also enhances slip resistance. The mat’s durability remains a key feature, making it suitable for high-traffic areas, including gas station entrances and fuel pump zones.
Specifications:
Product: 07-101-GAS-6MM
Size: 54″ Diameter
Thickness: 6mm
Weight: 20 lbs.
Materials: Vulcanized Rubber
Color: Black
Durability: Both mats are engineered to endure the rigors of daily use, providing long-lasting protection for your flooring. This rubber is a low-maintenance product that is very easy to clean. For best results, simply use a wet cloth or a mop with a simple commercial cleaning solution. Please do not use caustic cleaning agents such as bleach.
Anti-Slip Properties: Safety is a top priority, both the Gas Station Mat and Diamond Grip Gas Station Mat offer excellent anti-slip features to prevent accidents in busy gas station environments. Slip resistance and safety are a top priority in gas stations, where spills and wet conditions can pose risks. These floor protector mats provide a secure surface for both customers and staff. The textured design enhances traction, minimizing the chances of accidents.
Easy Maintenance: Designed for convenience, these mats are easy to clean and maintain, ensuring a hassle-free experience for gas station owners and operators.
Versatility: While specifically designed for gas stations, these mats can also be used in other high-traffic areas where floor portion and safety are paramount.
Maintaining a clean and presentable gas station is crucial for customer satisfaction. These mats are easy to clean and maintain, requiring minimal effort to remove dirt, debris, or any type of spill. Their low-maintenance nature contributes to a hassle-free upkeep routine. While these mats are designed for gas stations, they find applications beyond fueling areas. The mats can be utilized in service bays, car washes, and other high-traffic areas. The versatility of these mats makes them a cost-effective solution for various spaces.
Next Steps:
The Gas Station and Diamond Grip Mats stand out as reliable solutions for maintaining clean, safe, and visually appealing flooring in gas station settings. Additionally, whether you prioritize classic durability or desire a unique diamond pattern for enhanced grip, these mats cater to a variety of needs. Explore the benefits and make a smart investment by contacting our team today!