Diesel engines have been the backbone of the marine industry since the early 1900s. Larger vessels utilize diesel-driven engines due to their simplicity, reliability, and energy efficiency. However, the challenge with this style of engine is often configuring the correct startup sequence to power the engine consistently and safely. This guide will delve into the difference between diesel air and electric start systems, the requirements for the system to operate, and other key applications for compressed air on marine vessels.
What is a start system?
Diesel engine start systems use air or electricity to kickstart the large turbines within the engine into gear. An air start system uses compressed air to directly or directly turn the diesel engine turbines through an air motor. Electric start systems utilize an additional motor that pulls energy from the boat’s batteries.
Electric vs. Air Start Systems
example of an air start system from machineryspaces.com
Air start systems for diesel-driven motors are generally recommended in marine applications, especially for larger vessels. Electric start systems require additional motors and batteries, which take up more floor space and add more weight onboard. The extra motor will siphon energy off from the ship’s main battery. The functionality of this added equipment will vary depending on the ambient temperatures. Having these complex electrical components out at sea puts them at risk of corrosion. Even if it doesn’t touch seawater, the air is humid and salty enough to cause corrosion.
A diesel air start system requires less equipment with less complex electrical components. This lowers the risk of corrosion and ignition sources in and around flammable materials. Air start systems also allow for more safety measures through interlocks. These interlocks are valves set up to block the initial burst of air from reaching the turbines prematurely. The result is additional protection against engine startup accidents and ensuring the correct air pressure is available to turn the turbines. While the properties of compressed air change with temperature, the fluctuations will not be significant enough to prevent the engine from turning on.
Diesel Air Start System Requirements
Building a diesel air start system starts with selecting the suitable compressor and tank combination. It is recommended to size the air tank- or “bottle”- to store enough compressed air for twelve startups when complete. An engine’s operating manual will specify the amount and pressure of air needed to start the specific engine model. This compressor system will also require air treatment to remove dust, water vapor, and flammable oil condensate from the air before it reaches the engine.
Regular air maintenance of this compressor system is as essential as selecting the initial unit and tank. Air tanks must be condensate-free to deliver as much air as possible to the engine. Valves and piping will also need regular inspection to prevent air leaks.
Other Common Compressed Air Uses on Ships
At least one air compressor system is usually already present on a vessel to assist with other necessary processes, including:
Control systems: Compressed air is used for throttle controls, control valves, and engine emission monitoring systems.
Water supply: Compressed air pressurizes hydrophores to distribute water for domestic and sanitary use.
Wastewater treatment: Compressed air powers onboard sewage systems to conduct aerobic sewage breakdown.
Safety features: Compressed air powers safety features like ship whistles, foghorns, and fire pumps.
Pneumatic pumps: Compressed air powers pneumatic pumps to transfer water, oil, and bilge.
Lifeboats: Air motors help heave up lifeboats for crewmen and staff.
Champion Air Compressors
The pressure-lubricated PL-series from Champion exceeds in demanding applications where typical compressors will falter. What sets this series apart is the heavy-duty, rugged design. Both the crankshaft and connecting rod are protected by pressure lubrication to ensure that the compressor oil is used when and where it is precisely needed. The PL-series also offers load-less starting, which provides easy, fast startup. Both of these features work together to extend the life of the compressor.
The PL-series comes in simplex and duplex styles and offers options between 3HP and 30HP. The difference between simplex and duplex builds is the number of pumps in the assembly. A simplex unit will have a pump, motor, and tank assembled in a single package. Duplex units have two pumps and two engines, all mounted together onto a tank. Having two pumps allows for a more consistent air supply. As one pump finishes its cycle, the second will start without reducing air output. Champion also sells the pumps individually for replacements or custom builds. PL-series compressors come with Champion’s standard 3-year warranty; alternatively, Champion also offers a 6-year warranty option with the parts and consumables needed to maintain the machine for an additional 3 years.
Next Steps
Northwest Pump offers air compressors and compressor parts from top vendors like Champion. Below, contact our team to find the right compressor for your diesel air start application. Use the request service button to schedule your compressor service appointment.
It can be challenging to balance the location of onsite compressor systems. They need to be in close proximity for optimal pressure output without occupying excessive space. Many facilities place their compressors outdoors to save floor space and increase airflow. However, this exposes the equipment to the risk of freezing temperatures. Storing equipment inside an air compressor cabinet safeguards your air supply and optimizes vital floor space.
What to Look for in an Air Compressor Cabinet
One important feature to look for in an air compressor cabinet is soundproofing. Air compressors typically produce noise levels of around 85 dBA, depending on factors such as the type of compressor, its horsepower, and how often it is maintained. Prolonged exposure to high noise levels without proper safety measures can lead to hearing loss. According to OSHA, exposure time should be limited to a maximum of eight hours at 90 dBA and two hours at 100 dBA. Installing an air compressor cabinet to reduce the ambient noise levels can help protect onsite employees from hearing loss.
When setting up an outdoor cabinet for your air compressor system, it’s important to ensure that it protects the compressor and piping from extreme weather. Low temperatures can cause any condensation inside the machine and its piping to freeze and expand, which may lead to pipe bursts. Running a compressor without a way to discharge the pressurized air can also cause severe damage, often resulting in the need for premature replacement of the machinery.
While cold weather poses a serious risk to compressors, excessive heat can also impact your compressor’s performance. An overheated compressor produces air that will have a harder time reaching lower dewpoints. This air will contain more condensate, leading to lower pressure output and posing a risk of clogging downstream air treatment.
All Weather Air
All Weather Air provides fully weatherized air compressor cabinet solutions built to protect compressors from weather hazards while providing increased filtration to ambient air. These compressor cabinets come in size options starting as small as four feet up to forty feet, with variable heights and widths depending on need. As a baseline, All Weather Air tests all cabinets to ensure compressors can work in outdoor temperatures of -40°F up to over 120°F.
Cabinets from All Weather Air come standard with one-inch-thick noise insulation on the interior of the enclosure to reduce noise, with a two-inch-thick insulation option available as well. They also have slip-resistant flooring and wide doors with safety latches to give you peace of mind regarding worker safety.
All Weather Air designs all its cabinets with portability in mind, with pockets below the flooring for forklifts or cranes to carry them as your facility grows. Cabinets come with centralized utility ports for water and electricity to further simplify moving them as needed.
Next Steps
Our team of experts can help you find the right compressor cabinets for your needs. Reach out via the Contact Us button below to start the conversation.
Looking for compressor service or installation? Whether your system is in an enclosure, inside your facility, or out in the elements, our compressor technicians can help. Use the Request Service button to reach our service team and schedule your compressor maintenance today.
In the mining industry, slurry pumps are crucial for daily operations, whether in the mine itself, refineries, or process plants. It is essential to find pumps that can effectively handle process water, suspended solids, and slurries without the risk of pump failure while maintaining their intended performance standards. Metso provides both horizontal and vertical slurry pump options to meet the diverse needs of its customers worldwide.
Why Choose Metso?
Metso specializes in manufacturing equipment for mining, specifically for aggregate production, mineral processing, and metal refining. All Metso pumps, pipes, and hoses use either a rubber-lined interior or high-chrome alloy material to give abrasive and slurry resistance by default. These designs have been thoroughly tested and refined in the field to ensure that customers have reliable pumps they can depend on. Metso backs all of its equipment by offering extensive technical support options and on-site training opportunities as needed.
Sala VS Series Vertical Sump Pumps
The Sala VS Series vertical slurry pump as we know them combines the original SALA series cantilever build with the wet end design from the Orion series horizontal slurry pumps. This change allows for easier maintenance and part availability and improves the total dynamic head of the pump for better performance.
A common issue vertical pumps face is the parts that may require the most maintenance being submerged in fluids or slurries, making them inaccessible when they require service. Metso side-steps this problem with the cantilever design. Bearings, shaft seals, and the stuffing box are all accessible at the top of the pump.
The impellers for the VS series come in open, semi-open, or closed styles and have two additional agitator options to extend the pump’s capabilities & performance.
Sala VT Series Vertical Tank Pumps
Sala VT series pumps have the same benefits offered by the cantilever design as the Sala VS series and come in a self-contained package with the pump, motor, and tank. This combination allows for greater layout flexibility in any facility and simplifies installation. The open sump and vertical intake combination prevent cavitation or other air blockage by allowing trapped air to run up within the shaft. This also allows the pump to run dry without causing significant damage.
These tank pumps work well in applications such as feeding dewatering cyclones, in mixing applications, and especially stand out where mobility is a concern.
Sala VF Series Vertical Froth Pumps
The Sala VF series vertical froth pump takes from the maintenance-friendly design of the Sala VS series and the simplified layout of the Sala VT series, with one more added benefit. By creating a vortex to separate the entrained air in the slurry, the Sala VF series allows for greater flow rates. Additionally, releasing entrained air removes the risk of cavitation and the damage it can cause in the downstream pump system.
Ironically, the Sala VF series pump can be used to separate lighter substances in flotation froth pumping and can also be used for mixing dry powers with water like in cement production. The VF series also lends itself well to washing stations for minerals like phosphate & apatite.
Next Steps
Our industrial equipment experts can help you determine the best vertical slurry pump for your needs. Start the conversation using the contact us button below.
Need service on your existing sump pumps or other industrial equipment? Our industrial service division can help. Request service with the button on the right.
Northwest Pump gained its 20th branch through the acquisition of Compressed Air Systems effective July 1st, 2024. This new Arlington, WA branch will provide further industrial equipment & equipment service support for the northwest and central Washington regions. This union will significantly enhance our product offerings and customer service, promising a more comprehensive and efficient experience for our valued customers.
About Compressed Air Systems
Ed & Kristin Graf founded Compressed Air Systems twenty-five years ago, offering sales, installation, and maintenance solutions for compressed air & vacuum pump equipment. The CAS team has provided their customers with industry-leading expertise and customer service. The most common feedback received is that their customers appreciate their prompt responses and professionalism. Over the past 25 years, CAS has met the air and gas needs of residential, industrial, and commercial customers. Their territory spans Snohomish, Skagit, and Whatcom counties into the Greater Seattle Metro Area, and the Greater Eastside Area.
Why Did We Acquire Compressed Air Systems?
Providing top-tier customer service is our highest priority for our Industrial and Industrial Service Divisions. Acquiring companies that share these values allows us to deepen our service capabilities in central Washington.
“Part of our strategy for bringing value to our customers is saturating the marketplace with a local Service presence to maximize responsiveness and reduce travel costs. CAS has provided elite service to compressed air and nitrogen customers in Western and Central WA for 25 years. By acquiring this great team, we can continue to deliver the best local service presence to the market both in the region and the other markets that we serve. This move also opens opportunities for their customers with our pump, sealing, and pump service products that we deliver throughout the Pacific NW.”
– Dave Mayfield, General Manager, Industrial Division
Is My Point of Contact Changing?
When looking for potential acquisitions, we prioritize looking for companies with a similar philosophy prioritizing customer service. Whether you have been a current customer of Northwest Pump or Compressed Air Systems, your point of contact will not change in the immediate future. Ed, Melody, Lee, Sam, and Derick have decided to continue working at Northwest Pump. We may eventually reassign customers to work with whichever branch is closest to ensure the fastest travel times. The only significant changes CAS customers should notice are the name on the sign and the breadth of products available to them.
Reach out to our Arlington staff for your compressor needs by emailing here or by calling the main office at 360-215-8228.
To schedule service out of the Arlington branch, or any other Northwest Pump Industrial branch, fill out our service request form using the button below.
In many applications, choosing between sliding vane vs gear pumps is not as much of a clear-cut answer as compared to choosing between two other types of positive displacement pumps. Both overlap in the industries they serve and can often perform the same applications. While both will overlap in performance, here are five reasons a facility may choose a sliding vane pump over a gear pump.
1. Self-Compensating Rotors
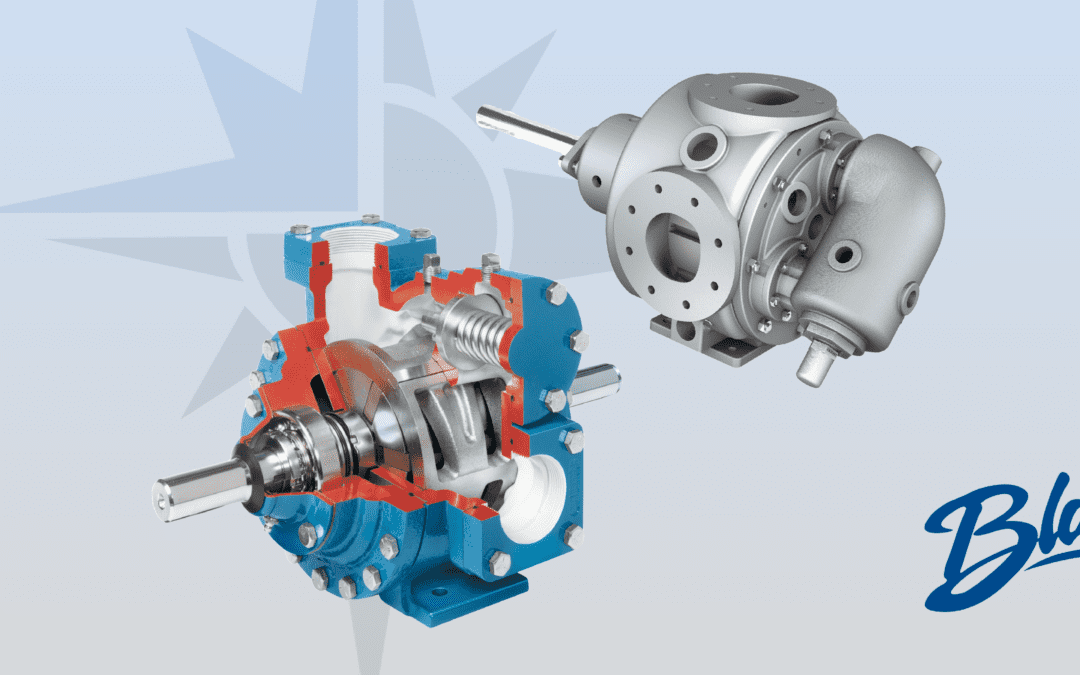
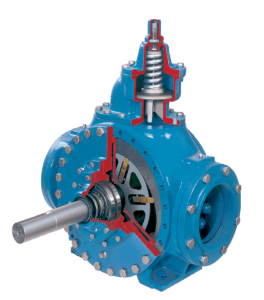
The working principle behind gear pumps is that a pair of gears push the liquid from the suction port out and around toward the discharge port. Typically, as gear pumps age, the clearance between the gears and even the pump housing increases, leading to lost efficiency or ‘slippage’. Slippage will continue without any intervention until the pump cannot move fluid through the housing. This common problem led to the first Blackmer sliding vane pump back in 1899, which was engineered to improve upon the gear pump’s lifespan and efficiency.
Cutaway of Blackmer HXL8 Pump showing self-compensating rotors
Blackmer uses self-compensating vanes to counteract the wear that gear pumps face. To prevent slippage within sliding vane pumps, Blackmer uses several physical forces to guarantee that the vanes will always maintain positive contact with the pump housing. The first is the rotor’s centrifugal force as it throws the vanes outward towards the pump housing. The second is pressure as the cavities housing the vanes are filled with the liquid. Lastly, in several models, the vanes are attached to the rotor with a spring-loaded pushrod moving opposing pairs of vanes. As the vanes wear over time, these operating principles allow the vanes to self-adjust, preventing slippage and preserving efficiency over the life of the vanes. When noticeable slippage occurs, these vanes can be quickly and easily replaced.
2. Liquid Compatibility
While both vane and gear pumps can work with viscous fluids such as oil or petroleum, sliding vane pumps can also work with:
✅ Thin liquids
✅ Liquid and vapor mixtures
✅ Liquids with suspended solids
Blackmer pumps come in several types of metal to accommodate different chemical compatibility needs. Vanes within the pump come in metallic and non-metallic options to ensure the best compatibility with the application at hand. Blackmer also offers the SX sliding vane series for corrosive and shear-sensitive applications. Check here for a complete liquid compatibility guide for its sliding vane pump materials.
3. Dry-Run Capability
Close-up of a gear pump after running dry
The most significant difference between sliding vane vs gear pumps is the vane pump’s durability, even when not primed. A sliding vane pump can operate dry for several minutes without causing significant damage. Gear pumps have limited self-priming capacity but should never run dry. Without fluid inside the housing, the teeth of the gears will grind and destroy the internal mechanisms of the pump.
4. Coupling Styles & Floor Area Availability
Gear pumps require precise alignment between the shaft moving the gears and the motor. If misaligned, the rotor either pushes the gears into each other where they meet and accelerates wear-and-tear in the pump or pulls them apart, ruining the seal where the gears meet. This fact reduces gear pumps’ coupling styles to close-coupled or mag-driven.
Sliding vane pumps have more versatility in coupling style options. Besides close-coupling available with the GNX series, Blackmer vane pumps can be mag-driven, flex-driven, or belt-driven, as seen in the photo above.
5. Maintenance-in-Mind Design
While both pump styles need regular maintenance, Blackmer engineers its sliding vane pump interiors for easy accessibility for maintenance staff, even while the pump is still on-site. Another feature from Blackmer is the cavitation suppression liner. This component surrounds the rotor and vanes of the pump and breaks apart bubbles into smaller sizes, reducing the risks associated with cavitation.
Gear pumps have a complicated assembly process that requires careful handling during disassembly and reassembly. For example, some gear pump manufacturers design their gear pumps to have the mechanical seal behind the shaft of the pump. As a result, maintenance personnel need to disassemble the pump further for seal installations, removals, and repairs compared to other pump manufacturers. Moreover, this restricts their customers to using only proprietary mechanical seals specifically designed to fit in the space.
When to choose a gear pump?
Although sliding vane pumps have certain advantages over gear pumps, there are situations where gear pumps may be a better choice. For example, the benefits of sliding vane pumps may not apply to every application. For instance, if the pump will always have fluid in the wetted housing, having a self-priming pump becomes unnecessary.
Gear pumps will perform better with high-viscosity fluids due to the lower speeds at which they operate. Furthermore, gear pumps typically have fewer moving components, making identifying problems during service inspections easier.
Blackmer offers gear pumps alongside its industry-renowned sliding vane pumps in its robust portfolio. Blackmer Gear pumps offer 95% interchangeability with competitor pumps all while keeping patented design features unique only to Blackmer Gear. Lastly, Blackmer backs its gear pumps with an unmatched 5-year warranty for its gear pumps.
Next Steps
When deciding between sliding vane vs gear pumps the details make a difference. Your Northwest Pump pump experts can help you determine the best pump style for your needs. Reach out to them using the contact button below. For service needs on your pumps, use the request service button.
Loading materials in and out of facilities is both vitally important to production and at risk of sudden, expensive accidents that threaten to stop production altogether. Bulk loading keeps facilities functioning whether a facility is moving petroleum for fueling or raw materials like dairy for food manufacturing. Safety & efficiency are vital to maintaining everyday operations. Northwest Pump is a provider of premier bulk loading solutions to maintain the highest levels of safety and efficiency for our customers’ needs.
Industries We Support
Bulk loading equipment comes in a variety of styles, materials, and designs for optimal performance depending on the application. Northwest Pump works with OPW to provide bulk loading equipment for chemical applications, industrial manufacturing, food & beverage manufacturing, pulp & paper manufacturing, rail & truck transportation, and fleet fueling.
Bulk Loading Equipment
Pumps & Air Compressors
Pumps are essential for bulk-loading applications, whether for liquids, gasses, or even solids. Northwest Pump offers a wide range of products to meet all your bulk loading needs, such as air compressors, fueling pumps, corrosive duty pumps, sanitary pumps, and more.
Blackmer’s vane pumps are the undisputed champion of fuel transfer. Offering unbeatable reliability and top-of-the-line performance, Blackmer is the clear choice for any fuel transfer job. The sliding vane technology behind Blackmer’s vane pumps ensures continued, consistent performance for each pump’s lifetime, even after the vanes wear out and need replacement. The SGL series Sliding Vane pumps from Blackmer use ductile iron for their construction to add another layer of protection for the pump to extend its lifespan working with corrosive materials. Another reason to use Blackmer for liquid transfer is its line-stripping capabilities. Even working with petroleum, Blackmer’s vane pumps can adjust the suction power to extract the remnants of fluids within the piping and the tank, improving your output without substantial changes to your pump system.
Finding the right chemical duty pump can be challenging to balance the chemical compatibility of the materials and the pump’s lifespan. Almatec provides cutting-edge chemical transfer with its PTFE-carved AODD pumps. No metal in the wetted housing means that this pump withstands the harsher chemicals it encounters and makes it a quintessential choice for industries like Semiconductor manufacturing.
For solid material transport, air compressors replace pumps in loading systems. Compressed air provides the force to move materials like flour, sand, or bitumen on and off trucks or trains. For stationary applications, Sullair provides state-of-the-art rotary or centrifugal compressor options to move solid materials where they need to be.
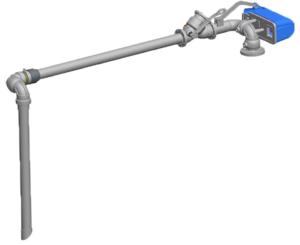
Loading Arms
OPW offers custom-built loading arms to match your exact needs. Our team works with you to determine the specifics of your application, the size and style of the arm, and the deadline your facility needs to meet your delivery and quality expectations.
These loading arms are versatile, and are either top or bottom-loading, depending on the material being transported. They come with different support options such as fixed, gas-strut, and fully supported with jack-knife storage options. The piping size varies from a two-inch diameter to a four-inch diameter for top-loading styles. For bottom-loading styles, the range goes from a two-inch diameter to a six-inch diameter. OPW offers loading arms in three materials – carbon steel, stainless steel, and aluminum – to suit different industrial needs.
Hoses, Couplings, Swivels, and other Accessory Equipment
To complete your brand-new bulk loading system from OPW, they also offer the accessories connecting the pumps to the loading arms including hoses, coupling, swivels, and even hose sleeves from start to finish. These products have API certification for quality assurance and give you peace of mind. To prevent product loss in case of accidents, OPW provides breakaway couplers and smart hoses in addition to the standard options. OPW’s couplers, such as the Lynx API Series Bottom-Loading coupler, come with a simple one-pin-style opening mechanism to simplify repairs when they are needed.
Safety Equipment
Loading sites are RIFE with opportunities for workplace injuries. Northwest Pump has partnered with SafeRack to provide OSHA-compliant safety equipment solutions including gangways, fall prevention systems, ladders, and more to protect our customers and their workers from these risks.
Gangways
SafeRack offers three main gangway styles: flat ramp, flat ramp telescopic, and self-adjusting stair. Telescopic gangways extend beyond the standard flat ramp-style gangways for flexible access with additional protection. SafeRack uses aluminum, stainless steel, or galvanized steel to build the gangways, with rubber bumpers and stainless steel quality bearing rods to ensure the integrity of the designs. Depending on the application, the gangway can be as thin as two feet wide up to six feet. Optional mounting universal angling clips are also available for these gangways.
For additional security when using these gangways, SafeRack offers the Retractalok. The Retractralok is a plug-and-play solution that eliminates the springs and their associated failures while lifting and lowering gangways to their desired height. It offers an automatic lock to prevent manual overriding when the gangway is in use. Retractaloks have three power options to best suit a variety of facilities, air-powered, solar-powered, and standard electrical plugin.
Fall Protection/Arrest Systems
Whether looking to prevent a fall entirely or arrest it prematurely, SafeRack offers complete systems to protect your workers where the risk is greatest. From harnesses to complete articulating safety platforms, SafeRack offers fall prevention and fall arrest solutions.
Mobile Access Units
The Mobile Access Unit – Industrial Model, or MAUI, is a mobile access platform designed for dependability, flexibility, and safety. MAUI offers a telescoping ladder to access the different heights and needs required. This comes in handy especially when working with both trucks and rail applications. MAUI comes with solid rubber tires, preventing ill-time flat tires, and even an ATV option for rough, unsteady terrain.
Next Steps
Looking for solutions for your next bulk loading system? Northwest Pump has the tools for the job. Reach out to begin designing your custom system with our team of experts using the Contact Us button below. For service needs on your current pumps & air compressor equipment, request service using the button on the right.











 The Sala VS Series vertical slurry pump as we know them combines the original SALA series cantilever build with the wet end design from the Orion series horizontal slurry pumps. This change allows for easier maintenance and part availability and improves the total dynamic head of the pump for better performance.
The Sala VS Series vertical slurry pump as we know them combines the original SALA series cantilever build with the wet end design from the Orion series horizontal slurry pumps. This change allows for easier maintenance and part availability and improves the total dynamic head of the pump for better performance.