We are thrilled to announce the opening of our newest branch that will feature petroleum parts in Bakersfield, California. The branch officially opened on Monday, June 3rd, and is being managed by our current California staff who recently relocated to the Bakersfield area to assist with the setup.
“The California Central Valley is home to two of our most successful Petroleum Divisions, and the population and development in the area continue to grow. Adding a third branch in Bakersfield enables us to further support our clients in this active southern region. Our branch staff is highly experienced, having migrated from our Los Angeles Divisions. Our sales team is led by industry experts Mike Short and David Schuler. We are enthusiastic about this expansion and the continued growth with our clients in the Bakersfield area,” said Scott Tracy, VP of Corporate Petroleum Sales.
The new branch features a large warehouse that gives us the flexibility to store and distribute a wide range of our top petroleum vendors that are in demand in the Bakersfield area. This branch now marks number 19 for Northwest Pump, and we have no plans to stop expanding any time soon.
“The Bakersfield branch has been designed based on the sales of our top Petroleum Salesperson, Mike Short, whose sales closely match those of our top 10 petroleum vendors and product offerings. Some vendors include Gilbarco, OPW Fueling Components, Franklin Fueling Systems, Veeder-Root, NOV Fiber Glass, Red Jacket, and many more,” said Mark Miller, Purchasing Manager.
The Bakersfield branch is open Monday to Friday from 7 am to 5 pm and is located at 1120 Carrier Parkway Ave. Bakersfield, CA. For inquiries about parts or to speak to a sales representative, please call 661-347-5123 or email sales@nwpump.com. Our staff is excited to provide better and more timely service in this new area.
To view all 19 locations check out our locations page on our website, and be sure to get all your petroleum parts in Bakersfield, California if you are close or traveling to the area!
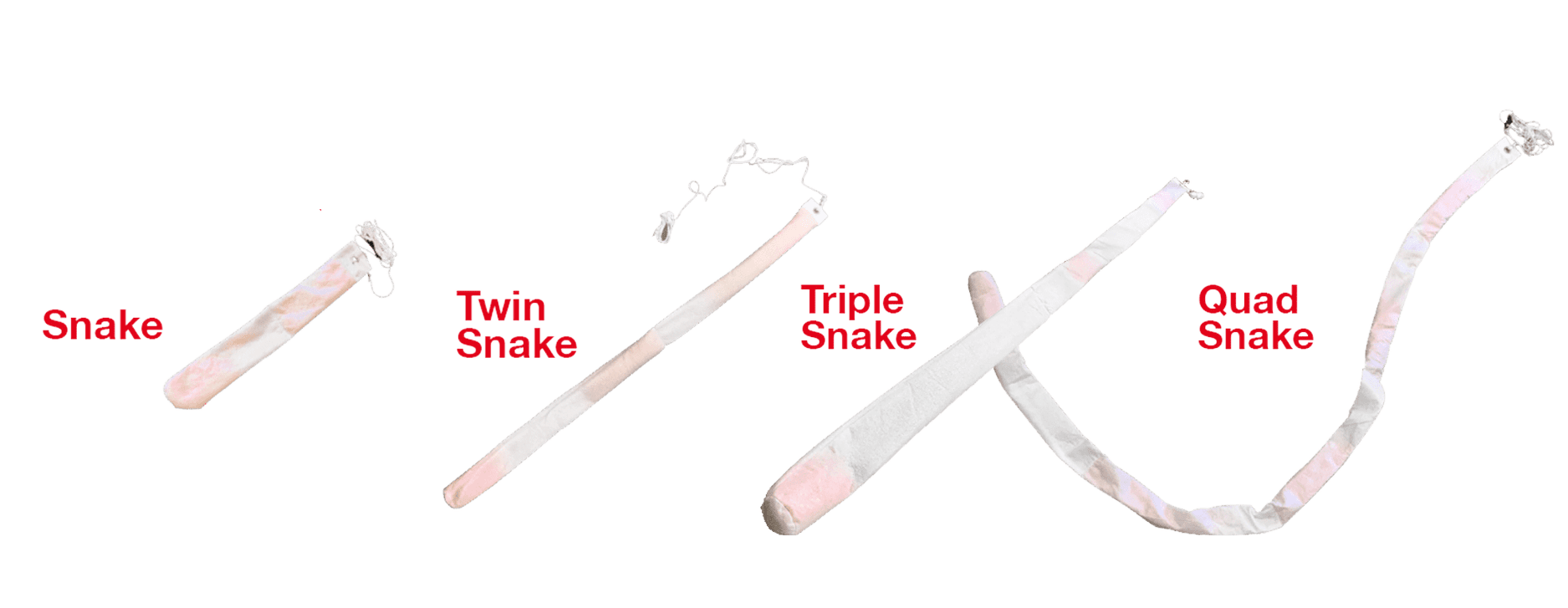
Aquafighter® is an active tank treatment that removes emulsified water from diesel and biodiesel blended fuel, along with any free water present. Your fuel and tank will be protected from excess water generated over time.
Where and How Water Gets Into Your Tanks
Free and entrained water is generated in your tank through air condensation, fuel supply, ineffective filtration, leaks, accidents, and improper system design. Additionally, when water is allowed to accumulate in your tank it provides the conditions for Microbial Contamination (“diesel bug”) to grow, leading to significant problems including blocked filters, pump damage, engine failures, tank corrosion, and poor fuel efficiency.
Water will likely be present in all diesel fuel systems, including storage and operation. It may exist as free water, visible as a separate layer below the fuel, or as a hazy layer between the water and fuel layers. The layer consists of microscopic droplets of water suspended in the fuel.
Water in Fuel Leads to Microbial Contamination – What Issues Does This Contamination Cause?
Did you know microbiological contamination often creates operational issues that can disrupt the use of an asset? Here are some examples:
Microbial matter builds up in a tank until it renders the tank unusable, requiring cleaning.
Contamination blocks the filters of the generator engine, preventing it from firing up.
A fuel quantity indicator functions incorrectly because of a microbial biofilm coating the probes that read the fuel levels.
How Does Aquafighter work in the fuel tank?
Aquafighter is effective in reducing and removing water inside the fuel tank. This is accomplished through three indispensable actions:
Demulsifies waterby physicochemical adsorption of water molecules to less than 65ppm total fuel water content with maximum efficiency.
Attracts & Captures water immediately upon release from the fuel molecules.
Isolates water in its protective gel to permanently segregate it from the fuel and tank environment so your fuel and tank are protected.
The Benefits:
Prevents diesel bugs from forming.
Works directly in the tank (no fuel removal needed).
Eliminates the need for most additives and minimizes the use of biocides.
Reduces filter replacement by around 60%.
Reduces the need for tank cleaning.
Protects tanks from corrosion.
Exceeds EN590 standards – 100% efficient at reducing water to <75 ppm.
Next Steps:
Ready to explore your Aquafighter options? The future of clean, safe, and sustainable water-free tanks is here. Contact our team to learn more by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding the nearest location to you here.
Seventeen years ago, Northwest Pump made the jump to become an employee-owned company. Since this decision, we have seen many benefits for our employees, our customers, and the communities surrounding our eighteen different branches. While there are many characteristics of employee ownership, we have found the five most significant qualities. Any co-owner at Northwest Pump will have these five characteristics: Outreaching, Wise, Neighborly, Excellent, & Responsible- or OWNER, for short.
O – Outreach
Even before employee ownership began in 2006, Northwest Pump already participated in charitable activities in the communities we live in. For over fifty years, Northwest Pump has worked with several charities to donate to families in need in December. Since becoming an employee-owned company, Northwest Pump has expanded our efforts to give back to our communities. We have proudly worked with organizations such as Best Buddies, Habitat for Humanity, Sleep in Heavenly Peace, and many more. All eighteen branches also participate in an annual food drive to local food banks in their areas.
W – Wise
One of Northwest Pump’s core values is self-improvement- the ability to seek out new learning opportunities and challenge oneself to be better. Our co-owners are always looking for ways to grow and share their knowledge and expertise with each other.
Because Northwest Pump provides a wide variety of industrial & petroleum equipment, it would be difficult for one person to understand all of the complexities of both divisions. However, what our teams focus on is having a reliable network of experts who have extensive information about a particular brand or product category. Our collaborative culture allows for this even when the expert is not associated with a particular branch or division.
N – Neighborly
The biggest feature of being an employee-owned company is the neighborly culture here at Northwest Pump. Our most common response when co-owners are asked about why they like working at NWP is the company culture. Our teams are not just checking emails to carry on with their day, they are ready to jump in whenever and wherever a problem needs to be solved. If it needs to be handled by another division, department, or branch, we work together to get the job done.
We have a team called Employee Ownership Team to help maintain the company culture. The team is responsible for leading conversations on how the ownership works, organizing conversations around customer service & improving the company, and leading the various activities like our annual Halloween party and the food drives.
E – Excellent
Our motto at Northwest Pump is customer service is our business. At the heart of every project, we focus primarily on the needs of our customers. We strive to see every project through the eyes of our customers and do what we can when we can to find the necessary solution the first time around. We have prided ourselves on providing excellent customer service for more than 60 years.
R – Responsible
One of the key factors in ownership is taking responsibility, especially when something goes wrong. Once we begin our projects, we will take care of anything that comes up during the process. We will ensure every customer is taken care of and every project is completed as promised.
Careers at Northwest Pump
Anyone looking for an opportunity to see ownership culture in action should view our open positions. As of January 2023, we are hiring a variety of positions at several locations. We look forward to the growth, especially in our Portland pump shop, that 2023 will bring.
Knowing what kind of Slurry pump to use can make an enormous difference for any facility in the Aggregate Industry. The wrong type of pump will lead to inefficiency, premature pump breakdowns, and inevitably spending more to replace it. One factor that will affect which kind of pump, is whether the inside is metal or has a rubber lining. This choice can change how much money you spend on said pump and its replacement parts. Here are a few things to take into consideration when deciding what kind of slurry pump to use.
Metal Pumps
The aggregate industry prizes metal pumps because of their tough nature. While all slurry pumps receive wear & tear, certain metals will withstand damage better than others, such as plastic or urethane. However, this property also means the initial cost will be higher than the rubber-lined pumps. Servicing periods, though more expensive, will also be more sporadic to offset the costs. Another consideration for using steel piping is the contents of the slurry. If a slurry contains rocks that are 3/8″ or larger, then a rubber-lined pump might wear out too quickly. Knowing what makes up your slurry solution and how the pump’s materials react are crucial for making your pumping choice.
Rubber-Lined Pumps
Rubber-lined slurry pumps will cost less than their metal counterparts. Because the insides of this pump are rubber instead of metal, this pump will require replacing the interior parts much sooner than a metal pump. However, because of the smaller intervals, the cost of these replacement parts is significantly smaller than replacing an entire pump down the road. Recent technology has allowed the rubber-lined pumps to last longer than previous versions, meaning the gap in lifespans between metal and rubber-lined pumps are shorter than ever. Additionally, one key piece of information to determine if a rubber-lined pump will work for your system, is knowing exactly what is pumping through it. A wrong combination of rubber with the sand within the slurry can cause a pump to wear out prematurely.
Our Brands for your Slurry Solutions
Northwest Pump has several options to optimize any aggregate facility. Metso not only has the pumps for the mining industry, but complete slurry hose systems, which include: rubber hoses, rubber-lined piping, bends, couplings, and gaskets. Metso offers their slurry pumps with either high chrome or rubber-lining that is designed explicitly for the industry. This brand also offers the latest filtration system technology, including sustainable practices that have reduced excessive water usage at facilities. Metso specifically, designs their Orion series pumps for heavy-duty mining applications with special bearings to protect the pump & to continue use even as it wears down.
Atlas Copco
For a more mobile solution, Atlas Copco offers portable pumps that are easily transferable. These diesel pumps can pump up to 8,600 gallons per minute. Portable pumps are self-priming, so they do not need lubrication like standard pumps.
Next Steps
You can contact us for your next slurry pumping solution here, email us at sales@nwpump.com, or call 1-800-452-PUMP.
Need your mining equipment serviced? Contact our service team here, email service@nwpump.com, or call 1-866-577-2755!
Beyond the type of pump, there are several ways to classify pumps further. One such specification is whether a centrifugal pump follows ANSI specifications (also referred to as ASME B73.1). ANSI pumps refer to a specific set of standards created back in the 1970s. However, the B73 committee updated the regulations as recently as 2016. These standards mean that these pumps are interchangeable and optimized for easier maintenance and reliability in mind. A facility with ANSI pumps does not have to worry about adjusting the motor, the location of the pumping system, or the coupling mechanisms- even if a facility changes manufacturers.
The ANSI pumps are separated into three groups depending on size. There are currently over 27 size variations available depending on one’s needs. Whether a facility chooses the tiniest specification or the largest, all ANSI pumps are rated for 300psig at 300°F or 149°C. Additionally, while these standards originated for oil & gas refining, they have a broad scope for usage in food production, textiles, chemical processing, and pulp & paper industries, to name a few. However, despite their ability to contain some solids (depending on impeller design), these pumps will not work for thick, viscous liquids. Another benefit to ANSI specifications is that these pumps will be more widely available because of their abilities. Not only does this make ANSI pumps cost less, but it also makes finding parts for repairs that much easier.
When it comes to ANSI pumps, Northwest Pump prefers utilizing PSG Griswold’s expertise. Griswold ensures their quality standards with not only certified highest-quality parts but also a five-year warranty.
What other options are available?
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be Blackmer Centrifugal. Formerly System One, Blackmer makes pumps with durability in mind, with their average pumps rated for up 650°F/343°C and beyond. Additionally, the design of Blackmer Centrifugal means that the seals & bearings are better protected, ensuring a longer life for pumps that see heavier duty work than others. These pumps are optimal for mining operations, water & wastewater handling, and chemical processes.
What Pump is Right for You?
Whether it is the main producer or a supporting feature, a facility needs an optimized pump for its needs. So, knowing how a pump can serve a need is essential. When choosing a pump, anyone should know how the specifications impact the safety, the maintenance requirements, and the fluid contained inside the pump. Between Blackmer & Griswold, here is how the two stack up. When it comes to safety, both will protect employees and the facility, however with high temperatures or harsher applications, Blackmer Centrifugal will probably rank higher. Maintenance for Griswold will be far less invasive than Blackmer. While the fluid will depend on the needs of the facility when it comes to costs, both will be worth it, Griswold will be more accessible due to their product line.
Want to see if an ANSI pump is right for you? Reach out and let’s start the conversation at sales@nwpump.com, or call us at 1-800-452-PUMP. Need maintenance on your ANSI pump? Call us at 1-866-577-2755 to schedule an appointment or make a request here.
Northwest Pump is going into its 63rd year of business in 2022, and looking to a bright future as our current Vice President, Bob Mathews, will take over as President starting January 1st. Starting with just petroleum equipment sales, Northwest Pump has expanded immensely to now encompass Industrial equipment sales and service as well as an ecommerce option for the current customer base.
“Bob has had a tremendous career over the years. His leadership in our Industrial division, as well as our partner companies (SME and SolvOne) have been a tremendous boost to Northwest Pump as a whole. Bob will do a terrific job and provide great leadership for our Company,” Mark Mathews, Current NWP President/CEO.
Mark Mathews, current President/CEO will remain CEO until the end of 2022 to assist in the transition. Northwest Pump has been employee-owned and operated since 2006 and has remained a customer centric business since day one. New leadership comes with new pivots, but the current mission statement “customer service is our business” will always remain the same.
“I’m excited to lead the incredible team at Northwest Pump as President. NWP has been very successful over the last 62+ years. I have had the pleasure of working here for 35 of those years. We will acknowledge and build on that success as we continue to evolve as a company for future success. Following the leadership of Mark Mathews and what he has taught me and having him continue in the role of CEO, gives me confidence in my ability to handle this position, “ Bob Mathews, Current NWP Vice President.














 You can contact us for your next slurry pumping solution
You can contact us for your next slurry pumping solution 
 While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be 
