Northwest Pump gained its 20th branch through the acquisition of Compressed Air Systems effective July 1st, 2024. This new Arlington, WA branch will provide further industrial equipment & equipment service support for the northwest and central Washington regions. This union will significantly enhance our product offerings and customer service, promising a more comprehensive and efficient experience for our valued customers.
About Compressed Air Systems
Ed & Kristin Graf founded Compressed Air Systems twenty-five years ago, offering sales, installation, and maintenance solutions for compressed air & vacuum pump equipment. The CAS team has provided their customers with industry-leading expertise and customer service. The most common feedback received is that their customers appreciate their prompt responses and professionalism. Over the past 25 years, CAS has met the air and gas needs of residential, industrial, and commercial customers. Their territory spans Snohomish, Skagit, and Whatcom counties into the Greater Seattle Metro Area, and the Greater Eastside Area.
Why Did We Acquire Compressed Air Systems?
Providing top-tier customer service is our highest priority for our Industrial and Industrial Service Divisions. Acquiring companies that share these values allows us to deepen our service capabilities in central Washington.
“Part of our strategy for bringing value to our customers is saturating the marketplace with a local Service presence to maximize responsiveness and reduce travel costs. CAS has provided elite service to compressed air and nitrogen customers in Western and Central WA for 25 years. By acquiring this great team, we can continue to deliver the best local service presence to the market both in the region and the other markets that we serve. This move also opens opportunities for their customers with our pump, sealing, and pump service products that we deliver throughout the Pacific NW.”
– Dave Mayfield, General Manager, Industrial Division
Is My Point of Contact Changing?
When looking for potential acquisitions, we prioritize looking for companies with a similar philosophy prioritizing customer service. Whether you have been a current customer of Northwest Pump or Compressed Air Systems, your point of contact will not change in the immediate future. Ed, Melody, Lee, Sam, and Derick have decided to continue working at Northwest Pump. We may eventually reassign customers to work with whichever branch is closest to ensure the fastest travel times. The only significant changes CAS customers should notice are the name on the sign and the breadth of products available to them.
Reach out to our Arlington staff for your compressor needs by emailing here or by calling the main office at 360-215-8228.
To schedule service out of the Arlington branch, or any other Northwest Pump Industrial branch, fill out our service request form using the button below.
One common pain point for manufacturing plants is repeated pump failure in and around washdown applications. Facilities risk losing tens of thousands of dollars when using equipment not meant for washdown. Whether preventing a failure before it happens or troubleshooting existing washdown equipment, our team of pump experts, engineers, and service technicians can help with washdown needs in your facility.
What kind of facilities need washdown equipment?
Washdown processes are not necessary for every industry. The three industries that typically require washdowns are food & beverage, marine, and those working with heavy-duty chemicals. Without these features, corrosive chemicals or bacteria can damage washdown equipment. This is especially true for marine applications with seawater and bacteria ever-present.
What kinds of pumps are best for washdown applications?
Because of the specific industry-specific needs for washdown applications, pumps designated for washdowns need stainless steel for the wetted housing or use a sanitary-grade industrial coating. Both prevent untimely wear and tear on the pump itself.
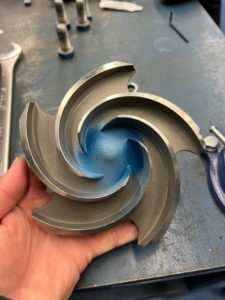
The two most common styles of pumps for washdown applications are centrifugal and air-operated double-diaphragm (AODD). Centrifugal pumps are some of the most common on the market because of their pressure-boosting capabilities and the tendency towards higher flow applications. AODD pumps, on the other hand, have a significant advantage in washdown applications: the motorless design prevents the leading cause of pump failure during washdowns.
What is a motor washdown rating & how important is it?
The biggest concern when working in washdown applications is not the style of a pump but the motor. Washdown-rated motors protect the fragile electrical components against the large volumes of water required for these types of applications. A standard motor is prone to rust or water leakage into the electrical components that enable the pump to run, making it unsuitable for washdowns. Additionally, long-coupled pumps will require a washdown-rated coupling guard to protect the coupling element from water damage.
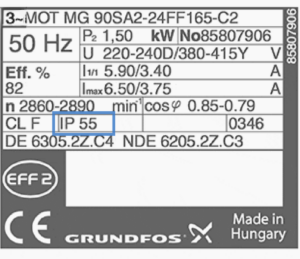
The International Electrotechnical Commission (IEC) designed an Ingress Protection, or IP, rating system to specify how a motor’s enclosure protects from outside contaminants. Manufacturers display the IP ratings on the motor tag and in the motor’s manual. This rating uses two numbers, each representing how it blocks solids or liquids. The first digit will be a number from 0-6, and this scale represents how this enclosure will prevent solid objects from reaching the internal mechanisms. The second digit scales 0-9 to indicate how the enclosure prevents liquids from interacting with the electrical components. Motors with no protection against dust or water would have an IP00 rating. Conversely, a motor with an IP69 rating indicates protection from dust and water resistance even while submerged in shallow water. Typical washdown applications have IP ratings ranging from 55-69, depending on the spray pressure.
Do I need another pump to boost pressure for washdown?
While having pressure booster pumps or pump skids in addition to the washdown pumps is not uncommon, not all washdown applications require increased pressure. Facilities with multiple washdown systems in place or far away from their local water utility distribution system will likely benefit from installing a booster system in addition to their existing washdown equipment.
Our Washdown Equipment Vendors
Pump Vendors
Grundfos
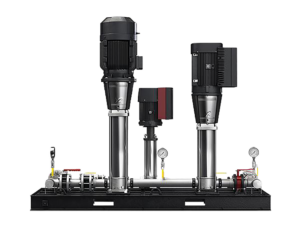
While pumps are not the pain point in washdown needs, Grundfos sets itself apart for washdown equipment with the Hydro HP pump system. The Hydro HP is not one single pump, but a complete assembly of in-house manufactured CR/CRN pumps, washdown-rated motors with an equivalent IP 66 rating, and automation & real-time monitoring accessories applied to a baseplate ready to connect to your existing pump system.
Wilden
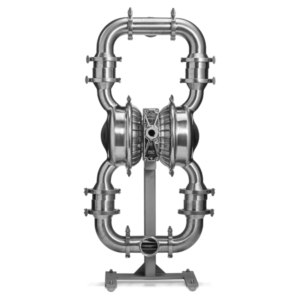
These industry-renowned AODD pumps take the hassle out of maintenance. Since AODD pumps do not require a motor, they stand out as an option for washdown applications. Wilden builds its AODD pumps with as few parts as possible to simplify assembly & disassembly of the pump. The Saniflo series from Wilden features stainless steel construction to prevent bacterial growth during periods of non-use, maintaining the washdown-standard design.
Motor Vendors
WEG
WEG offers washdown-rated motors with IP56 or IP69 ratings to fit your needs. This vendor manufactures durable equipment with a patented three-stage sealing system to ensure a watertight fit. To validate this claim, WEG offers a substantial motor warranty with protection for up to twelve months from the installation date or twenty-four months from the assembly date listed on the motor tag.
Baldor
Baldor offers motors with IP ratings up to IP69, including a specific Food-Grade motor to keep with sanitation standards set by the FDA. These motors also offer a ‘footless’ CIP-in-mind design to reduce the surface area for cleaning.
Custom-Built Washdown Pump Skids
Northwest Pump
For those looking for precision control for their washdown needs, Northwest Pump offers custom fabrication services through our Industrial Service Division to create the washdown pump skid you need. Whether you supply the plans or let our engineers lend a hand, our service technicians work with you to build to your specifications.
Next Steps
Are you in search of the perfect washdown solutions for your facility? Look no further! We can provide the most suitable washdown solutions to meet or even exceed your requirements. Trust us to deliver a top-notch solution that leaves your facility sparkling. Contact us below to get started.
Clean compressed air correlates with producing higher-value merchandise, reducing recalls, and increasing downstream equipment performance. Quality testing is an effective tool to understand the cleanliness of your compressed air. Regulations usually only mandate annual tests, especially for food & beverage manufacturers. However, compressed air experts recommend testing at least once a quarter to maintain the highest compressed air quality.
Testing is essential to understanding your facility’s air quality. Poor results and delayed corrections can severely impact your facility. Knowing what to expect and preparing in advance will help avoid issues with your next audit. Here are some frequently asked questions and solutions to help you prepare accordingly.
How do I test my compressed air quality?
Third-party compressed air auditors use state-of-the-art laboratories to conduct precise quality testing. One benefit of working with air auditors is that after the process, auditors can automatically validate the quality of your air; there are no additional steps needed to prove compliance with ISO 8357. Rather than dismantling your entire compressor system and sending it off-site for inspection, air quality testing facilities send sampling kits to gather samples from the nearest air outlet. While each kit will differ from the other, a completed kit should have a bottle of air from your compressor system ready to be sent out.
Our trained service technicians can gather your air testing samples without risk of contamination. Upon request, your Northwest Pump compressor tech will take an air sample for you during any routine maintenance appointment. They take samples at point-of-use and at the compressor to give customers the best insights into their compressed air quality. Our technicians will alert customers of contamination risks before taking the air sample. From there, our service division works with third-party certified air auditors to analyze and validate your sample.
What Happens During Compressed Air Quality Testing?
For a complete outlook on the quality of your compressed air, auditors will conduct several tests on the air sample provided. While different testing methods can vary, the most common are:
Laser Particle Counters
Filter Microscopy
Gravimetry
Viable Microbe Sampling
Water Vapor Testing
Oil Testing
Oil Aerosol Testing*
Oil Vapor Testing*
Combining the above tests is the best way to ensure that your air meets the ISO 8357 requirements that you may need. Each test does not necessarily focus on every component of ISO classification. While you could only have one specific test done at a time, multiple tests give you a better understanding of your air quality.
*Before testing your compressed air for oil, or hydrocarbons, it is important to ensure that the test can detect oil in both vapor and aerosol forms. Some testing services or solutions on the market only check for one variation of oil in compressed air samples, which could give a misleading result.
How Clean Should My Compressed Air Be?
Whether your air should reach a specific ISO classification or not will depend on your facility’s air needs and usage. Industries such as food & beverage, pharmaceutical, and semiconductor manufacturing, require high purity in their compressed air. These industries will also need to meet the standards set by governing bodies like the FDA before continuing production.
As mentioned earlier, there is a direct correlation between cleaner air and higher-quality products. Compressed air for general uses may not need to be of a higher quality. Alternatively, process air is meant for smaller-scale, specific applications, and may have more direct contact with products. Facilities may want to invest in instrumentation for higher-quality compressed air.
What Can I Do to Improve My Air Quality?
There are several ways to improve air quality before completing any compressed air quality testing. Below are a few suggestions sorted by efficacy and the length of implementation time.
Short-Term Solutions
One of the fastest ways to improve your compressed air quality is to change out the filters in your air treatment equipment. This will remove remnants of dust, dead bacteria, or other debris that could eventually leak through to the point of use. Regularly changing your air filters can also solve issues such as pressure drop further downstream.
Another quick way to improve the quality of your compressed air is to ensure that your machines have regular service. Regular service is an easy way to ensure your compressor system works as it should. Our rotating equipment service plans also include regularly changing out all filters on your compressors.
Mid-Term Solutions
If you want a significant improvement in compressed air quality, upgrading your air treatment equipment could be a worthwhile investment. This solution can provide greater improvements than service appointments, which can only do so much. Upgrading your filters, dryers, or condensate drains allows you to better match current production goals and even future needs. You should choose filters that are easy to clean and can withstand high-temperature steam to eliminate microbial contaminants.
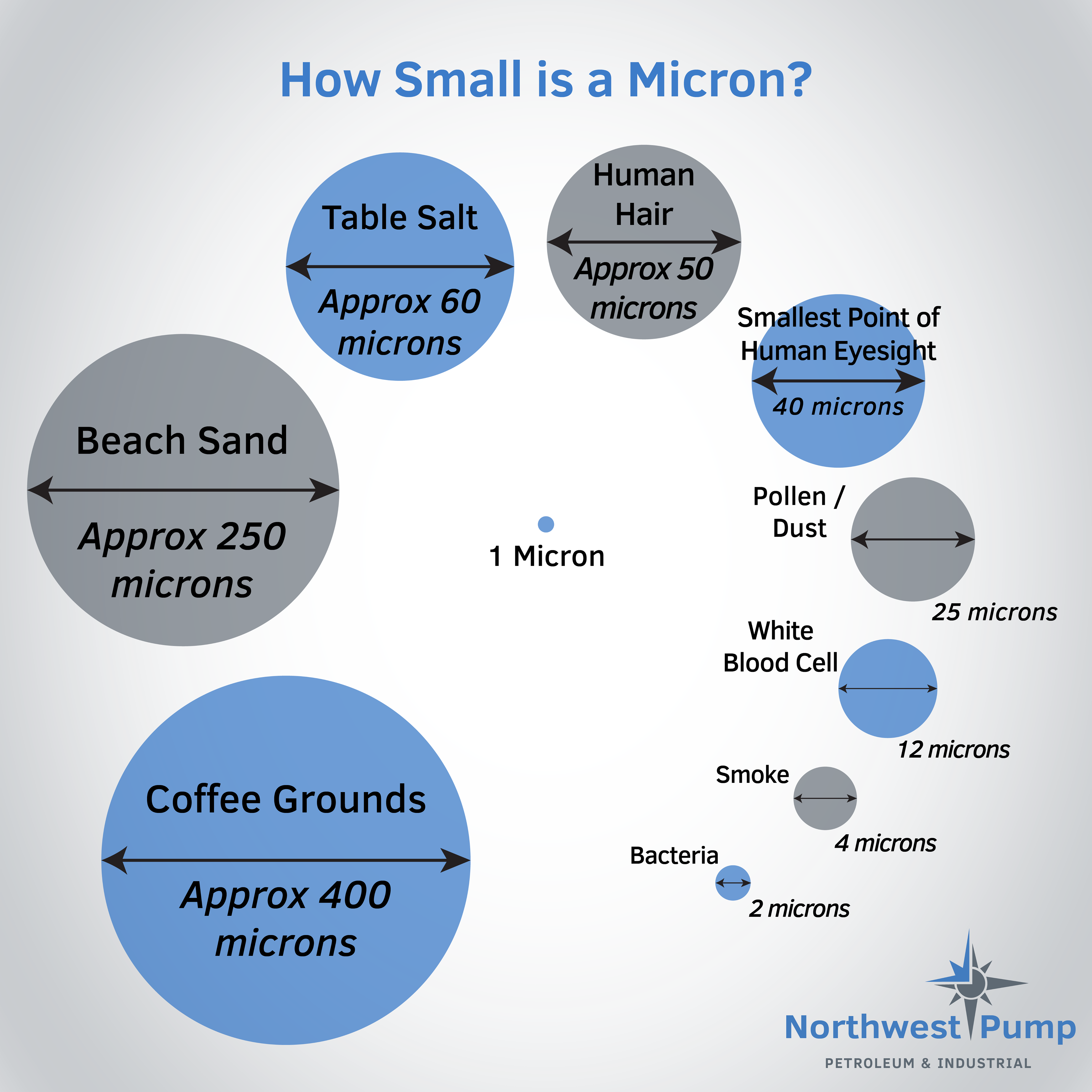
For high-purity applications, facilities may require multiple filters to target each type of contaminant, such as dust, microbes, moisture, and oil. We recommend investing in filtration equipment from Parker and Sullair. Both brands offer filters as small as .01 microns to catch even the smallest bacteria before it reaches the point of use.
Long-Term Solutions
For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an oil-free or oil-less machine. Alternatively, Beko offers BekoKat to elminate and Metpoint OCV to monitor oil vapor and aerosol present in your compressed air. The BekoKat is a catalytic converter that changes the hydrocarbons (oils) into CO2 and water. The Metpoint OCV offers real-time oil monitoring by sampling your compressed air every two minutes to give you peace of mind for your next air audit.
Next Steps
Northwest Pump is a leading distributor & service provider for compressor systems in the Pacific Northwest. Contact our compressor experts using the button on the left. For any service needs, including compressed air quality testing, please use the button on the right.
Whether working on a corporate fleet or providing maintenance to customers’ vehicles, having easy access to lubrication equipment in the shop increases overall efficiency. Northwest Pump has been a leading supplier of petroleum products since 1959. However, in the last few years, our Industrial Service Division has worked to provide custom-built lubrication system packages for customers. We offer lubrication solutions for any shop, fleet, or facility, with options for DEF to even window-washing fluid.
Our Expertise
Northwest Pump utilizes the Industrial Service technicians to install the lubrication systems. Our compressor technicians are already familiar with how to best install piping for optimal air pressure at point-of-use. The already-present compressors will provide the air needed to operate the air pumps controlling these systems. Another benefit for our current compressor service customers is our technicians’ familiarity with how the shop uses its air. Having an established relationship with the customer provides better insights and better outcomes for these lubrication systems. Our systems have an expected ‘lifespan’ of up to fifty years.
The Industrial Service Team has offered these system installation services since 2017, with over twenty-five projects completed since then. If service needs arise on our lubrication systems after installation, our Industrial service technicians will provide the required maintenance. The onsite installation team collaborates with the customers to build the best layout possible.
What to Expect During Lubrication System Installations
The lubrication systems we provide are custom-built to the customers’ needs, ranging from small portable systems to large systems spanning the interior and exterior of the shop. Our installation encompasses tanks to grease guns, using our high-quality hose reels, pumps, and piping. Metering and automation controls are also available for each nozzle for real-time analysis of how much lubrication is used per application.
Each fluid will have its own separate piping, nozzle, and tank systems. Our technicians have previously installed up to thirteen separate systems simultaneously. Depending on the spacing available within the shop, we will install as many fluids as the shop allows and or requires. Our team uses piping that we can bend onsite for faster installation times, or in case of any last-minute adjustments. The service technicians ensure the installed piping meets pressure and volume requirements. With pressure drops at every turn, we keep all piping straight with as few bends, curves, or fittings as possible. The result is a pristine, professional look in all the shops we work with.
Depending on the size of the shop’s interior or exterior, programming any additional automation equipment, and the amount of piping needed, our installation appointments can take as little as one day to complete or up to several weeks. Onsite technicians always inform customers of when potential downtimes may occur. However, they are able to adjust their schedule to minimize any downtime requirements, up to and including performing installations on the customer’s off-hours.
Next Steps
Learn more about our lubrication equipment installation capabilities by using the contact button below. Use the service button to contact our service team for repair, maintenance, or general service appointment needs.
One of the critical problems wineries face is preventing their wines from coming into contact with oxygen. Wine oxidation means contamination and running the risk of throwing out tens of thousands of dollars worth of product. While there are ways to save the wine afterward, these measures siphon extra time and money from the rest of production. The easiest way to prevent wine oxidation is to minimize the risk of oxygen exposure, especially where the risk is highest: at the pump. Here are seven features to look for in pumps to reduce the risk of wine oxidation and improve the quality of your wine.
Self-priming
Self-priming means that a pump can run dry and create a vacuum to pull in the liquid, even if it’s at a lower level than the pump. Non-self-priming pumps typically require a flooded suction, where the fluid level stays above the centerline of the pump, to prevent cavitation as tank levels lower. To prime a REAL self-priming pump, there’s nothing else to do but turn on the pump. A self-priming pump reduces the number of steps to follow during daily startup and continues to pump even when the fluid in the tank drops below the pump suction. Self-priming pumps reduce the risk of cavitation and the entrainment of potential air pockets, which can contribute to wine oxidation.
Shear sensitivity
Whether working as a regular wine pump or a must pump, a pump with shear sensitivity will better maintain the quality of the wine. Shear sensitivity, alternatively known as low shear rate, refers to a pump’s ability to maintain the integrity of liquids that change in viscosity depending on the force applied. High shear rates in a pump will damage the fibers and molecules that contribute to the flavors in wine. A pump with a low shear rate will have a much gentler impact on any fluids it pumps.
Mobility
Every second counts during the harvest, with some days lasting ‘until the job gets done.’ In most pumping applications, a facility places pumps in fixed locations with piping moving liquid where it needs to go. However, for wineries, it is the other way around. These pumps need to transfer wines to and from barrels, tanks, and bottles, and depending on the time of year, the locations of each can dramatically change. The easier it is for a cellar worker to transfer wine from one place to another, the more time they will save overall. This means more wine with less hassle and a lower cost per bottle.
Flow Reversal
Similar to mobility, having a pump that can reverse the flow entirely can greatly benefit wineries. A pump with flow-reversing capabilities cuts down on the number of pump carts a winery needs, and in the event of a mistake or emergency, a cellar worker does not need to track down a second pump cart to move the wine back to where it needs to be. In stationary pumping systems, less piping is required for bi-directional flows. Simply reverse the pump to reduce installation costs and save time.
Seal-free, leak-free
Wineries work with distinct seasons rather than a standardized year-round output. Equipment going down during harvest can devastate the entire production line. Mechanical seals require the pump to be taken off the production line during removal and installation. The alternative to seals, pump packing, does not stop leaks from a pump. In fact, packing by design must leak to stay properly lubricated. Finding a pump that does not require a seal and will minimize leakage is essential for reducing the risk of downtime during the peak of production and reducing the loss of product due to failed seals and packing.
Clean-in-Place Capability
All sanitary pumps must maintain strict hygienic standards to comply with FDA regulations. Instead of repeatedly taking the pumps apart every night, sanitary pumps often come with clean-in-place designs. A clean-in-place design allows workers to feed the cleaning solution through the pump without dismantling it every night.
Line-Stripping
One issue that wineries often face is leftover juice or wine remaining in the piping after the pump has been turned off. This remaining wine, if recovered, is usually off-color and diminished quality- due to wine oxidation from the disconnecting pipes. If not recovered, it is flushed with the cleaning solution nightly. The solution to both problems is a feature called ‘line stripping.’ Line stripping refers to a pump’s ability to pull the remaining fluid from the input pipes before turning the pump off for cleaning. A pump with line stripping capability will not only prevent wine oxidation, but it will also allow for product recovery and dramatically reduce waste.
Mouvex Pumps
This year, Northwest Pump announced a master distribution agreement with PSG to offer Mouvex and two other pump brands on the West Coast. Mouvex offers eccentric disc pumps designed in the heart of wine country in Auxerre, France, specifically to meet the needs of wineries. These eccentric disc pumps come with the following features:
Self-priming design
Shear-sensitive pumping
Mobility options like pump carts or fixed skids
Flow reversal add-on valve options
Seal-free & leak-free design
Line stripping
Clean-in-place capabilities
Mouvex’s line stripping procedures are automatic, and the clean-in-place process is as simple as a turn of the valve. Additionally, certain Mouvex pumps offer dry-run capability, which protects pumps from heat damage when the pump runs without liquid. Lastly, Mouvex offers precise volume metering options to track how much wine is produced daily.
Next Steps
Looking for your winery’s next pump cart? Reach out to your nearest Northwest Pump branch for more information on Mouvex pumps here. To further reduce operating costs and protect your product from oxidation, ask our team about our nitrogen generation solutions for blanketing your wine in the vat or the bottle. Click here to learn more.
Whether looking for on-site emergency service for your pumps during harvest, or routine seasonal maintenance, our service division can keep your pumps running smoothly.
The simplest way to waste your compressed air is by ignoring compressed air piping. The wrong air piping equipment connecting your compressor to the rest of your facility can mean thousands of dollars in lost utilities, and even safety hazards- depending on the type of piping used. Common issues with piping include undersized pipes, layout inefficiencies, air leaks, and the material making up the pipe itself. Here are a few factors to consider when looking at your compressed air system’s piping.
Layout Inefficiencies
Inefficient piping layouts are the fastest way to reduce the pressure of compressed air. As the air travels through the piping to its destination, each turn in the pipe will reduce the momentum of the air. Additionally, the farther the air travels from the compressor, the likelihood of this pressure drop increases.
The best solution to this inefficiency is preventing it before the air piping is laid down. Installations can be costly and time consuming, and that is before considering potentially turning off air power to production. When considering where the piping should be installed, look for the straightest paths from the compressor to where it needs to be on the production line. Our installation team always looks to create a ‘loop’ in the piping to evenly distribute air to all the equipment.
Undersized Air Piping
The diameter of the piping adds another factor into pressure loss, and this can also stem from layout inefficiencies as well. With undersized pipes, the problem is maintaining the pressure needed at the end of the pipe while keeping the air flowing at the right speed.
This is another issue that is better solved before it happens than fixing it later. Before picking out the size of the pipe, find these specifications for your compressor system:
Maximum CFM (cubic feet per minute)
Minimum operating pressure of the compressor system
Length of the pipe to be used
Interior diameter measurements of the pipe itself (for aluminum pipes only)
Air Piping Material
Compressed air pipe is either metal or plastic. Metal pipe materials are typically steel, aluminum, or copper, and the joints for these pipes come in a wider variety of metals. Plastic piping materials can include PVC and CPVC, as well as ABS, PE, and high-density polyethylene. Northwest Pump advises against using plastic piping in compressor systems, especially PVC piping, as PVC can be a safety hazard. Additionally, depending on the kind of plastic used, the pipes can deteriorate when interacting with certain kinds of lubricant oil particulate in the compressed air.
Air Leaks
Air leaks can waste up to 30% of a compressor’s energy if left unchecked. They also contribute to reduced air tool functionality, which then lowers production. Worst of all, an air leak can shorten the lifespan of equipment in the compressor system, leaving a facility to replace its compressor far sooner than expected. Leaks typically occur in the couplings, joints, valves, etc; any pipe ending can be at risk of leaking. Stopping these leaks is not the challenge, the solution for a leak often requires tightening a valve or replacing faulty equipment. The issue with air leaks is finding them before they cause damage. Air leaks are not visible to the naked eye, and not all hissing from the leaks will be heard above the noise level that a working facility offers.
Regular maintenance on a compressor system will be able to clue plant managers and maintenance staff in case of leaks. If there are concerns about air leaks, an air audit can identify weaknesses in a compressed air system.
Champion Quick-Lock Tubing
For premier compressed air piping, Northwest Pump uses Champion’s Quick Lock Tubing. This air piping uses non-corrosive aluminum, meaning no rust or deterioration from oil usage. Using aluminum over other metals also means lightweight durability, these pipes can be easily suspended on or near ceilings for simple layout design. Champion designed these pipes for fast, easy installation, no specialization in welding or complicated tools required.
Northwest Pump
Northwest Pump offers both Champion Quick-Lock Tubing and a team of engineers specializing in compressed air systems. This team works both with our sales team & our service division to make sure all applications, new or current, run as advertised.
For more information on air piping equipment for your facility, reach out to your nearest Northwest Pump by phone or email through our locations page.
Our industrial service division has compressor technicians who handle anything from compressor system installations to routine maintenance to even emergency service calls. They are vendor certified by top brands such as Sullair & Gardner Denver, ensuring top-quality service for your equipment.












 For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an
For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an 









