
Jun 7, 2023 | Industrial, Services
The simplest way to waste your compressed air is by ignoring compressed air piping. The wrong air piping equipment connecting your compressor to the rest of your facility can mean thousands of dollars in lost utilities, and even safety hazards- depending on the type of piping used. Common issues with piping include undersized pipes, layout inefficiencies, air leaks, and the material making up the pipe itself. Here are a few factors to consider when looking at your compressed air system’s piping.
Layout Inefficiencies
Inefficient piping layouts are the fastest way to reduce the pressure of compressed air. As the air travels through the piping to its destination, each turn in the pipe will reduce the momentum of the air. Additionally, the farther the air travels from the compressor, the likelihood of this pressure drop increases.

The best solution to this inefficiency is preventing it before the air piping is laid down. Installations can be costly and time consuming, and that is before considering potentially turning off air power to production. When considering where the piping should be installed, look for the straightest paths from the compressor to where it needs to be on the production line. Our installation team always looks to create a ‘loop’ in the piping to evenly distribute air to all the equipment.
Undersized Air Piping

The diameter of the piping adds another factor into pressure loss, and this can also stem from layout inefficiencies as well. With undersized pipes, the problem is maintaining the pressure needed at the end of the pipe while keeping the air flowing at the right speed.
This is another issue that is better solved before it happens than fixing it later. Before picking out the size of the pipe, find these specifications for your compressor system:
- Maximum CFM (cubic feet per minute)
- Minimum operating pressure of the compressor system
- Length of the pipe to be used
- Interior diameter measurements of the pipe itself (for aluminum pipes only)
Air Piping Material
Compressed air pipe is either metal or plastic. Metal pipe materials are typically steel, aluminum, or copper, and the joints for these pipes come in a wider variety of metals. Plastic piping materials can include PVC and CPVC, as well as ABS, PE, and high-density polyethylene. Northwest Pump advises against using plastic piping in compressor systems, especially PVC piping, as PVC can be a safety hazard. Additionally, depending on the kind of plastic used, the pipes can deteriorate when interacting with certain kinds of lubricant oil particulate in the compressed air.
Air Leaks
Air leaks can waste up to 30% of a compressor’s energy if left unchecked. They also contribute to reduced air tool functionality, which then lowers production. Worst of all, an air leak can shorten the lifespan of equipment in the compressor system, leaving a facility to replace its compressor far sooner than expected. Leaks typically occur in the couplings, joints, valves, etc; any pipe ending can be at risk of leaking. Stopping these leaks is not the challenge, the solution for a leak often requires tightening a valve or replacing faulty equipment. The issue with air leaks is finding them before they cause damage. Air leaks are not visible to the naked eye, and not all hissing from the leaks will be heard above the noise level that a working facility offers.
Regular maintenance on a compressor system will be able to clue plant managers and maintenance staff in case of leaks. If there are concerns about air leaks, an air audit can identify weaknesses in a compressed air system.
Champion Quick-Lock Tubing

For premier compressed air piping, Northwest Pump uses Champion’s Quick Lock Tubing. This air piping uses non-corrosive aluminum, meaning no rust or deterioration from oil usage. Using aluminum over other metals also means lightweight durability, these pipes can be easily suspended on or near ceilings for simple layout design. Champion designed these pipes for fast, easy installation, no specialization in welding or complicated tools required.
Northwest Pump
Northwest Pump offers both Champion Quick-Lock Tubing and a team of engineers specializing in compressed air systems. This team works both with our sales team & our service division to make sure all applications, new or current, run as advertised.
For more information on air piping equipment for your facility, reach out to your nearest Northwest Pump by phone or email through our locations page.
Our industrial service division has compressor technicians who handle anything from compressor system installations to routine maintenance to even emergency service calls. They are vendor certified by top brands such as Sullair & Gardner Denver, ensuring top-quality service for your equipment.


May 19, 2023 | Industrial, Services
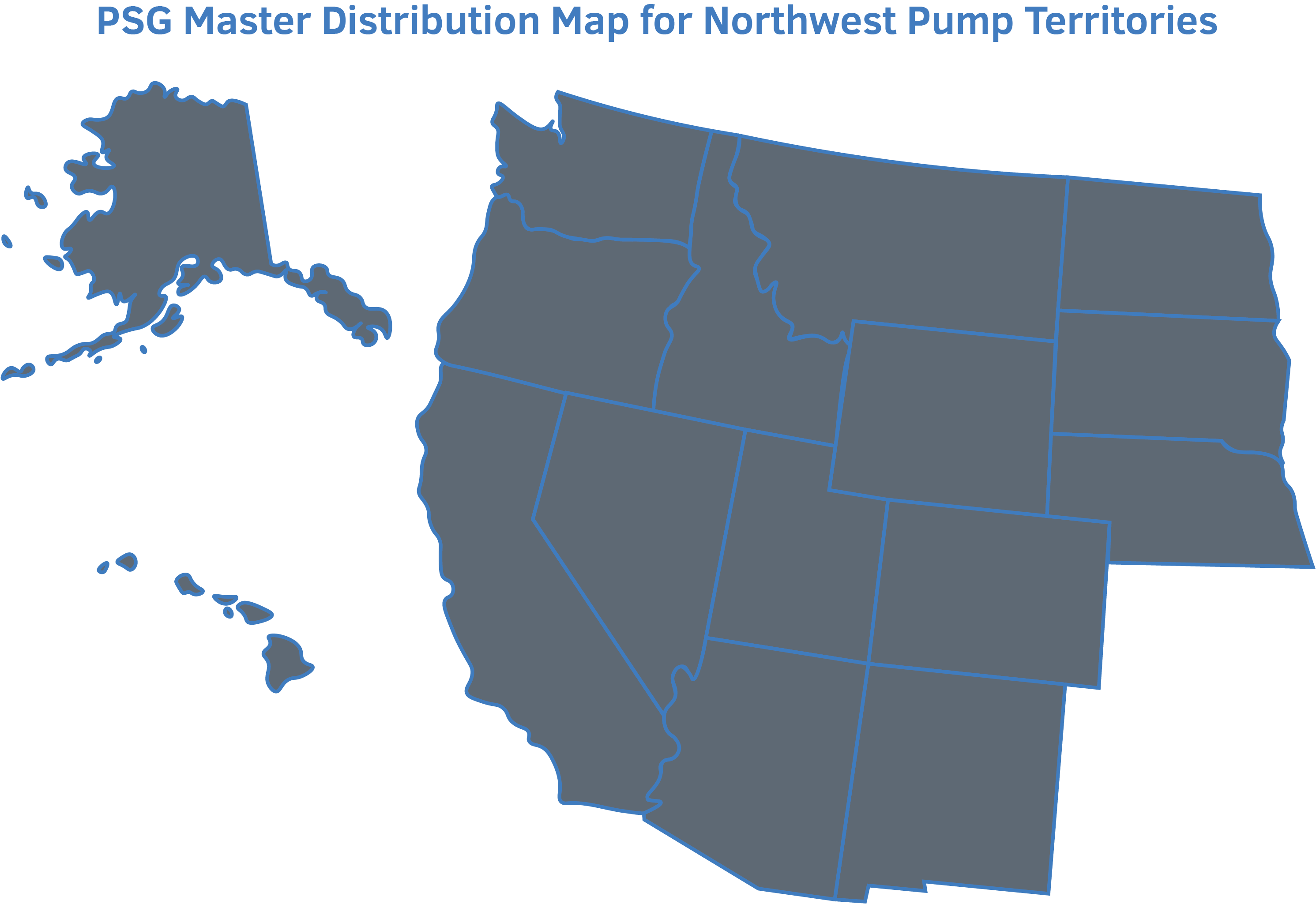
For many years, Northwest Pump has partnered with PSG, a Dover Company, to provide our customers with the industrial and petroleum pumping equipment they need. PSG, A Dover Company, has many internationally acclaimed pump brands including Wilden, Blackmer, & Griswold. However, many in the US may not recognize its more popular brands coming out of Europe: Almatec, Abaque, & Mouvex. These brands have been offered sporadically through the US, but now Northwest Pump is proud to announce that along with being the PSG west coast distributor, we are now the master distributors for these brands from Alaska to New Mexico, including Hawaii. So, what does Northwest Pump as master distributor for these brands look like? Here is everything you need to know.
What does a Master Distributorship mean for you?
As your PSG west coast master distributor, Northwest Pump has been able to offer eight of its core brands in our territory. What has now changed is Northwest Pump is now importing Almatec, Abaque, and Mouvex directly from their manufacturers in Europe. While we are the primary importer of these brands, Northwest Pump will support other PSG distributors within our territory when they acquire Abaque, Almatec, & Mouvex products. The only change these distributors will experience is the point of contact for these pumps.
Northwest Pump will be the primary point of contact for technical support, customer service, and service & warranty needs. This means for anything related to product information, basic application support, availability or order status, as well as warranty claims will go through Northwest Pump. PSG will continue to provide more advanced technical support through its branded websites, distributor portals, and product selection tools.
What do these brands offer?


Almatec designs AODD pumps for specialized applications such as chemical processing, pulp & paper, battery production, and semiconductor construction. To prevent untimely corrosion, Almatec offers its pumps in three main materials polyethylene (PE), polytetrafluorethylene (PTFE), and stainless steel. Learn more about Almatec here.

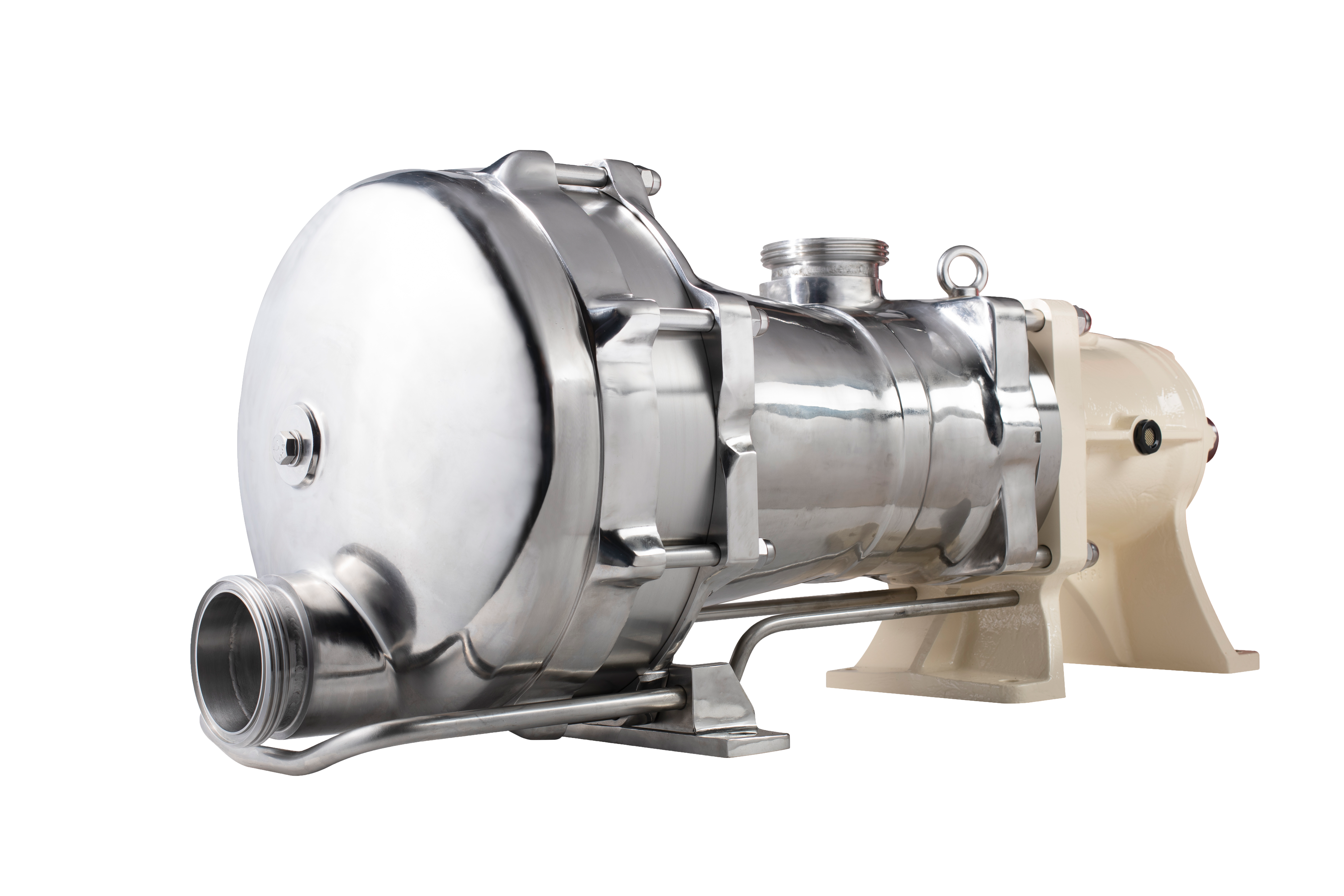
Abaque specializes in peristaltic hose pumps. The main benefit of these kinds of pumps is the pumped fluid will not be exposed to air. Abaque pumps are perfect for water/wastewater, mining, chemical, and sanitary applications. Learn more about Abaque here.

Mouvex is a familiar brand at Northwest Pump. It offers eccentric disc pumps designed specifically for hygienic applications. This brand has pumps for applications ranging from paint to cosmetics, as well as wine & beer to fruit slurries & yogurt. Learn more about Mouvex here.
Next Steps
Interested in seeing what these pumps can do for you? Contact your nearest Northwest Pump branch here. Need repairs on your current PSG equipment? Our service team is vendor certified for your needs. Request service directly here for immediate assistance.

Apr 10, 2023 | Industrial
In applications such as poultry or meat processing, where fresh meat is abundant, maintaining a sterile environment is critical. One of the solutions for preventing contamination is utilizing a vacuum pump to seal the meat before it loses its freshness. Here is everything you need to know about vacuum pumps for meat applications.
How does a vacuum pump work?
The principle behind all vacuum pumps is creating areas with low or no pressure within the chambers of the pump. From there, the gas within a contained area will try to fill what space remains until there is no gas left. These pumps operate much more like air compressors, and often use similar techniques.
Why Use a Vacuum Pump for Meat Applications?
Beyond sealing in the freshness, facilities can use vacuum pumps in a variety of applications throughout the production line. These pumps can remove the waste byproducts that might easily damage other pumps and even transport unusable parts to collection areas. Additionally, vacuum pumps offer easy transportation & packaging solutions. This reduces the mess and hassle that facilities can typically encounter with waste or even end products. Lastly, vacuum pumps can assist with marinating, tumbling, breading end products to maintain the right colors, flavors, and textures of the meat.
Our Vacuum Pump Products
Northwest Pump is proud to represent Atlas Copco’s vacuum pumps, especially when working with meat or poultry processing applications. Atlas Copco’s catalogue of vacuum pumps offers oil-sealed, liquid-ring, and dry vacuum pumps in both fixed and variable speed drives.
Whether dealing with evisceration or packaging & transporting meat from beef to pork, we recommend their rotary screw GHS series vacuum pumps. These durable pumps work well in the harsher, humid environments that these facilities tend to be. Its compact, simple design also means that these pumps will not take up more space than absolutely necessary.
For applications that deal more with processing poultry specifically, we recommend liquid ring vacuum pumps from Atlas Copco. These products will withstand the byproducts that could harm other types of vacuum pumps, in addition to working better in the harsher, humid environments that these facilities tend to be. For packaging and transportation applications, we recommend looking into vacuum pumps with variable speed drives to better control energy outputs and match demand as needed.
Next Steps
Find out how your facility can increase performance with vacuum pumps by reaching out to our team of experts here, emailing us at sales@nwpump.com, or by calling us at 1-800-452-PUMP. For service on your current vacuum pumps, you can reach our service division here, email them at service@nwpump.com, or call at 1-866-577-2755.

Mar 22, 2023 | Industrial, Services
When it comes to food production, there are strict standards during the manufacturing process to maintain safety standards. With smooth internal surfaces & ease of cleaning, sanitary pumps meet these requirements to protect against bacteria and other contaminants. Northwest Pump offers several sanitary pump options for many different applications, whether it be for a thick yogurt slurry or freshly pressed oil.
Do all pumps in a plant need to be sanitary pumps?
No, not all pumps in a food production plant need to be sanitary. A sanitary pump is only necessary when it is in direct contact with food products. Grundfos, for example, does not offer sanitary pumps. What it offers instead is pressure-boosting equipment as well as pumps to clean out the sanitary equipment already present in a facility.
What makes equipment sanitary?
3-A symbol from the International Association of Milk, Food, and Environmental Standards
The FDA regulates Food Contact Substances (FCS) ranging from the pumping equipment processing the food, to the coverings on an at-home coffee machine. The key feature of sanitary equipment is a smooth surface that can be easily cleaned. Manufacturers of sanitary pumps can offer easily disassembled pumps to increase the ease of cleaning, depending on the brand. A sanitary pump will typically be made of stainless steel 316A, or alternatively will be made of a non-porous plastic. The International Association of Milk, Food, & Environmental Standards also has a symbol called 3A to show when a pump meets these classifications. This and the FDA logos will appear on pump literature when the product meets these requirements.
Are sanitary & hygienic the same thing?
The main difference between hygienic and sanitary equipment is in their applications. The FDA classification for sanitary pumps must meet higher standards for consumer product manufacturing. Hygienic pumps on the other hand, are for high-volume transfer applications for food & beverage, cosmetics, and even pharmaceutical processing.
Our Sanitary Products
Northwest Pump offers sanitary & hygienic pumps for a variety of applications. Our main vendor for sanitary pump equipment is PSG, a Dover Company, through its Wilden, Mouvex, and Abaque brands. We now also offer vacuum pumps through Atlas Copco, for canning and other sanitary applications. In addition to these pumps, Northwest Pump now offers food-grade valves, fittings, and other ancillary pumping equipment through Dixon Valve & Fitting. For food-grade lubricants, we have partnered with A.W. Chesterton Company. Finally, for food-safe compressed air, Northwest Pump offers oil-free compressors through Sullair.
Next Steps
Need a sanitary pump for your facility? You can contact our experts here, email them at sales@nwpump.com, or call 1-800-452-PUMP to discuss your application needs. Looking for service on your current sanitary pumps? Reach our service team here, email them at service@nwpump.com, or call 1-866-577-2755.

Jan 23, 2023 | General
Seventeen years ago, Northwest Pump made the jump to become an employee-owned company. Since this decision, we have seen many benefits for our employees, our customers, and the communities surrounding our eighteen different branches. While there are many characteristics of employee ownership, we have found the five most significant qualities. Any co-owner at Northwest Pump will have these five characteristics: Outreaching, Wise, Neighborly, Excellent, & Responsible- or OWNER, for short.
O – Outreach

Even before employee ownership began in 2006, Northwest Pump already participated in charitable activities in the communities we live in. For over fifty years, Northwest Pump has worked with several charities to donate to families in need in December. Since becoming an employee-owned company, Northwest Pump has expanded our efforts to give back to our communities. We have proudly worked with organizations such as Best Buddies, Habitat for Humanity, Sleep in Heavenly Peace, and many more. All eighteen branches also participate in an annual food drive to local food banks in their areas.
W – Wise
One of Northwest Pump’s core values is self-improvement- the ability to seek out new learning opportunities and challenge oneself to be better. Our co-owners are always looking for ways to grow and share their knowledge and expertise with each other.
Because Northwest Pump provides a wide variety of industrial & petroleum equipment, it would be difficult for one person to understand all of the complexities of both divisions. However, what our teams focus on is having a reliable network of experts who have extensive information about a particular brand or product category. Our collaborative culture allows for this even when the expert is not associated with a particular branch or division.
N – Neighborly

The biggest feature of being an employee-owned company is the neighborly culture here at Northwest Pump. Our most common response when co-owners are asked about why they like working at NWP is the company culture. Our teams are not just checking emails to carry on with their day, they are ready to jump in whenever and wherever a problem needs to be solved. If it needs to be handled by another division, department, or branch, we work together to get the job done.
We have a team called Employee Ownership Team to help maintain the company culture. The team is responsible for leading conversations on how the ownership works, organizing conversations around customer service & improving the company, and leading the various activities like our annual Halloween party and the food drives.
E – Excellent
Our motto at Northwest Pump is customer service is our business. At the heart of every project, we focus primarily on the needs of our customers. We strive to see every project through the eyes of our customers and do what we can when we can to find the necessary solution the first time around. We have prided ourselves on providing excellent customer service for more than 60 years.
R – Responsible

One of the key factors in ownership is taking responsibility, especially when something goes wrong. Once we begin our projects, we will take care of anything that comes up during the process. We will ensure every customer is taken care of and every project is completed as promised.
Careers at Northwest Pump
Anyone looking for an opportunity to see ownership culture in action should view our open positions. As of January 2023, we are hiring a variety of positions at several locations. We look forward to the growth, especially in our Portland pump shop, that 2023 will bring.
